|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) linear cutting machine

线切割机床
1.
The improvement of the input system of linear cutting machine;
电火花线切割机床数据输入系统的改进
2.
The DK7725e type linear cutting machine is studied in the paper.
通过对DK7725e型线切割机床的应用与研究,分析了影响加工精度的因素,总结出保证线切割机床加工精度及提高产品成品率的措施。
2) WEDM machine
线切割机床
1.
Some commonly used machining process skill and programming method were introduced when using low speed WEDM machine to machine precision mold.
叙述了在使用低速走丝电火花线切割机床加工精密模具时,一些常用的加工工艺技巧及编程方法。
2.
In order to ensure requirement of taper and size in machining complex mold cavity,it must depend on precision and reliable programming method of WEDM machine.
为使复杂型腔能在加工中保证锥度及尺寸要求,必须以线切割机床的精度和可靠的编程方法为前提。
3) WEDM
线切割机床
1.
The Reason and the Solution of Filament Breaking for High-speed WEDM;
高速走丝线切割机床的断丝原因及对策
2.
Advantages and disadvantages of UG WEDM program module were discussed.
在掌握电火花机床数控编程规范的基础上,研究了应用UG进行线切割编程及其程序后置处理的方法,编制了适合线切割机床的后置处理文件。
4) WEDM
数控线切割机床
1.
The WEDM computer control is realized by communicating with PLC through parallel computer ports.
数控线切割机床贮丝筒换向功能失效是一种实际生产中常见的故障。
2.
Analyses the fault auspice signals from WEDM,proposes a way of acquiring fault auspice signals inputting these signals into computer for analysis and processing.
基于Windows操作系统具有界面友好、多任务并行处理等特点以及VisualC ++的面向对象的编程技术和多线程编程技术 ,开发了数控线切割机床故障先兆信息采集系统 。
5) abrasive wire sawing machine
砂线切割机床
6) WEDM machine
电火花线切割机床
1.
Based on characteristics of an open architecture CNC system,such as expansibility,transplant,interchange and inter-manipulate,CNC system for WEDM machine was analyzed and studied.
根据开放式数控系统所具有的可扩展性、可移植性、互换性和互操作性的特点,对数控电火花线切割机床控制系统进行了分析和研究,将开放式数控系统应用于数控电火花线切割机床,并进行了体系结构设计。
2.
The parameters setting method and the program processing of taper cutting based on WEDM machine were analyzed.
叙述了高速走丝电火花线切割机床锥度切割的基本原理,对锥度切割中的几个主要参数进行了分析和理论计算,编制了相应的程序模块,并给出了计算和编程处理实例。
补充资料:CAXA-V2线切割软件在DK7725e线切割机床上的应用
目前我国有大量的装有早期操作系统的数控设备,如何对其进行升级使这些设备重新焕发青春是摆在大家面前的一个很重要的问题。本文所介绍的正是这样的一个实例,文中所叙述的内容不仅对同类设备的改造具有现实意义,而且对其他类似设备的升级也有一定的借鉴作用。 苏州三光的DK7725e线切割机床的操作系统是基于DOS平台上的,而CAXA-V2线切割软件是在Windows 98平台上开发的应用软件。显然,我们无法直接将CAXA-V2线切割软件安装到DK7725e线切割机床的操作系统中。解决这一问题的关键是寻找二者的共同之处,那就是机床的后置处理和传输功能单元,即G代码程序。 一、CAXA-V2线切割软件方面的操作 1.进入绘图界面 在装有CAXA-V2线切割软件的计算机桌面上点击图标,进入该软件的绘图界面。 2.绘制零件图
在软件的绘图区域中绘制线切割加工零件图,如图1所示。
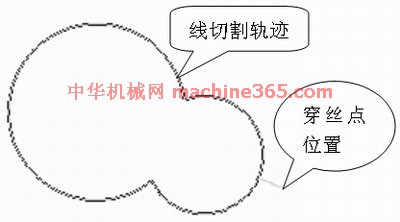
图1 线切割加工零件 3.生成加工轨迹 利用“轨迹生成”指令,生成线切割加工零件的加工轨迹,同时确定穿丝点位置和补偿量。 4.添加后置处理 由于CAXA-V2线切割软件并未提供DK7725e线切割机床的“后置处理和传输”,需要手工添加,具体操作过程如下: (1)点击CAXA-V2线切割软件的“后置处理和传输”图标,绘图区会弹出一个对话框。
(2)选中“增加机床”图标,在弹出的对话框中用键盘输入“BKDC”后,按确定键返回,如图2所示。
(3)在“后置处理和传输”的对话框中,按苏州三光的DK7725e线切割机床的“后置处理和传输”参数,手工输入相应的参数和指令,如图3所示。
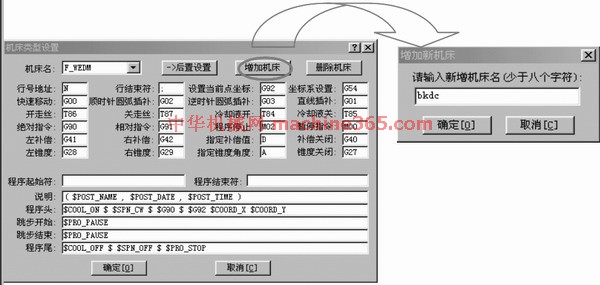

图3 机床类型设置
(4)在“后置处理和传输”的对话框中点击“后置处理设置”后,相应地也会弹出一个对话框。该对话框中的参数要求也按苏州三光的DK7725e线切割机床的“后置处理设置”参数来设置,如图4所示。

图4 后置处理设置 5.生成G代码 完成上述设置后,点击“代码生成”指令,选择“G代码生成”后,再选中线切割加工零件的加工轨迹,该轨迹图线将由绿色变为红色,最后点击鼠标右键,弹出记事本对话框显示相应的G代码加工程序,如图5所示。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|