1) billet heating furnace

钢坯加热炉
1.
From the view of economizing energy resources and improving the quality of products,this paper discussed the key factors affecting the temperature of billet heating furnace,analyzes the key technology of microcomputer control of furnace s temperature,and put forward an implementation method of microcomputer control of billet heating furnace based on MCU.
从节能和提高产品质量的角度,论述了影响钢坯加热炉温度的关键因素,分析了炉温微机控制的关键技术,提出了一种基于单片机的炉温微机控制实现方法。
2) billet heating
钢坯加热
1.
The entrancement,combustion and billet heating process in a 80 t/h regenerative reheating furnace of Xinyu Iron and Steel Company were analyzed numerically,and the computational results were compared with production records and onsite measurements,which verified the practicability of this CFD system.
结果表明,蓄热式加热炉能获得较好的流场和温度场分布,钢坯出炉前温度达到1460 K以上,钢坯内各节点的温差不超过10 K,基本满足高效、低耗的钢坯加热工作需要。
4) furnace for heating billet
棒坯加热炉
5) regeneration billet reheating furnace
蓄热板坯加热炉
6) Wide and thick slab reheating furnace
宽厚板坯加热炉
补充资料:机床:钢坯磨床
用於修磨钢锭和钢坯表面的专门化磨床。修磨的目的是磨去钢锭和钢坯的表面缺陷如脱碳层﹑氧化皮﹑摺叠和裂纹等﹐以避免继续轧製或锻造时缺陷扩大而浪费材料。钢坯修磨原来主要用悬掛式砂轮机﹐由人工操作。1950年以后方出现钢坯磨床﹐但发展很快﹐到70年代﹐钢坯磨床已具有以下特点﹕砂轮速度高(达80~90米/分)﹐修磨压力大(一般为数千牛顿﹐最大可达3.5×104牛顿)﹐电动机功率大(达600千瓦)﹐金属去除量大(达2500千克/时)。钢坯磨床大多为单磨头的﹐也有多磨头的。其结构布局有两种﹕磨头固定﹐进给运动(见机床)由钢坯的往復运动实现﹔钢坯固定﹐进给运动由磨头的往復运动实现。后者佔地面积小﹐便於组织流水生產﹐但吸屑除尘比较困难﹐操作工人随机往復行走容易疲劳。两种类型都有龙门式和单柱式两种形式。图 单柱磨头固定式钢坯磨床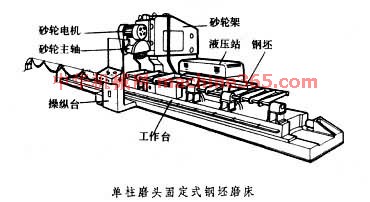 为单柱磨头固定式钢坯磨床。钢坯磨床的磨削长度为1~18米﹐有磨方坯和扁坯的﹐也有磨圆坯的。70年代已出现电子计算机控制的由多台自动钢坯磨床组成的修磨作业线。
为单柱磨头固定式钢坯磨床。钢坯磨床的磨削长度为1~18米﹐有磨方坯和扁坯的﹐也有磨圆坯的。70年代已出现电子计算机控制的由多台自动钢坯磨床组成的修磨作业线。
为单柱磨头固定式钢坯磨床。钢坯磨床的磨削长度为1~18米﹐有磨方坯和扁坯的﹐也有磨圆坯的。70年代已出现电子计算机控制的由多台自动钢坯磨床组成的修磨作业线。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条