1) forged steel backup roll

锻钢支撑辊
1.
There were different degree desquamated phenomena on forged steel backup roll of heavy and medium plate mill at the back period of its use and thus bring about much more wastage on the mill roll than before.
中厚板轧机上的锻钢支撑辊在使用中后期出现不同程度的剥落现象,致使轧辊损耗加快。
2) forged steel back up roll
锻钢支承辊
1.
The ingot for φ1 200 mm oversize heavy forged steel back up roll is characterized in huge tonnage,easy segregation,scatter and cavitation.
φ2 100 mm特大型锻钢支承辊用钢锭吨位大,易出现偏析、疏松和缩孔。
3) large forged back-up roll
大型锻钢支承辊
4) Exit strip support roll.
出口钢带支撑辊
5) forging steel rolling mill rolls
锻钢轧辊
1.
The manufacturing and being in use quality control of forging steel rolling mill rolls was analyzed in this paper.
本文从制造和使用两个方面对锻钢轧辊的质量控制进行了分析。
6) rollers system deformation
辊系变形工作辊带钢支撑辊
补充资料:锻压:辊锻
金属坯料在两个相对旋转的扇形模中通过而產生塑性变形形成工件的锻造方法。它是成形轧製(纵轧)的一种特殊形式。辊锻可用於生產连杆﹑麻花钻头﹑扳手﹑道钉﹑锄﹑镐和透平叶片。辊锻工艺利用轧製成形原理逐步地使毛坯变形﹐与普通模锻相比﹐具有设备结构较简单﹑生產平稳﹑振动和噪音小﹐便於实现自动化﹑生產效率高等优点。
辊锻分为製坯辊锻和成形辊锻两类。製坯辊锻是为模锻準备所需形状尺寸的毛坯﹔成形辊锻能直接製出符合形状尺寸要求的锻件。
辊锻变形的实质是坯料的轧製延伸﹐坯料部分截面变小而长度增加。当截面变形较大时﹐需要由几道孔型经多次辊轧完成。其工艺设计主要是合理的决定各工步辊锻的压下量﹑展宽量和延伸变形量。它们取决於辊径的大小﹑孔型的形状尺寸﹑毛坯的温度和冷却润滑等变形条件。图 三道成形辊锻原理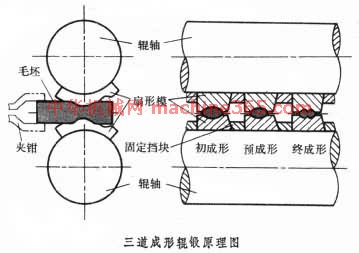 图 为三道成形辊锻的原理。坯料的一端用夹钳夹紧﹐在扇形模的第一道孔型的辊压下变形(初成形)并退出﹔然后在下道孔型的无模空间处送进﹐再次辊压变形(预成形)并退出﹔根据变形的需要﹐经多道辊压而逐渐成形﹐得到所需的成形工件(终成形)。这是最常用的反向辊锻方式。当送料方向沿辊轮旋转方向送进时则称为正向辊锻﹐工件咬入后夹钳立即鬆开。最常用的辊锻机是两侧有机架支承的双支承式辊锻机﹐它具有较大的刚度﹐可得到高精度的锻件﹐其辊径有250~1250毫米多种规格﹐相应的辊锻力为400~4000千牛。有的双支承辊锻机在一端有辊轴伸出﹐这是悬臂式和双支承式结合的复合型辊锻机﹐它既能实现纵向辊锻又能在悬臂端完成横向展宽成形。在大批量辊锻生產中﹐广泛採用机械手传送工件﹐实现生產过程的自动化﹐提高生產率﹐减轻劳动强度。
图 为三道成形辊锻的原理。坯料的一端用夹钳夹紧﹐在扇形模的第一道孔型的辊压下变形(初成形)并退出﹔然后在下道孔型的无模空间处送进﹐再次辊压变形(预成形)并退出﹔根据变形的需要﹐经多道辊压而逐渐成形﹐得到所需的成形工件(终成形)。这是最常用的反向辊锻方式。当送料方向沿辊轮旋转方向送进时则称为正向辊锻﹐工件咬入后夹钳立即鬆开。最常用的辊锻机是两侧有机架支承的双支承式辊锻机﹐它具有较大的刚度﹐可得到高精度的锻件﹐其辊径有250~1250毫米多种规格﹐相应的辊锻力为400~4000千牛。有的双支承辊锻机在一端有辊轴伸出﹐这是悬臂式和双支承式结合的复合型辊锻机﹐它既能实现纵向辊锻又能在悬臂端完成横向展宽成形。在大批量辊锻生產中﹐广泛採用机械手传送工件﹐实现生產过程的自动化﹐提高生產率﹐减轻劳动强度。
辊锻分为製坯辊锻和成形辊锻两类。製坯辊锻是为模锻準备所需形状尺寸的毛坯﹔成形辊锻能直接製出符合形状尺寸要求的锻件。
辊锻变形的实质是坯料的轧製延伸﹐坯料部分截面变小而长度增加。当截面变形较大时﹐需要由几道孔型经多次辊轧完成。其工艺设计主要是合理的决定各工步辊锻的压下量﹑展宽量和延伸变形量。它们取决於辊径的大小﹑孔型的形状尺寸﹑毛坯的温度和冷却润滑等变形条件。图 三道成形辊锻原理
图 为三道成形辊锻的原理。坯料的一端用夹钳夹紧﹐在扇形模的第一道孔型的辊压下变形(初成形)并退出﹔然后在下道孔型的无模空间处送进﹐再次辊压变形(预成形)并退出﹔根据变形的需要﹐经多道辊压而逐渐成形﹐得到所需的成形工件(终成形)。这是最常用的反向辊锻方式。当送料方向沿辊轮旋转方向送进时则称为正向辊锻﹐工件咬入后夹钳立即鬆开。最常用的辊锻机是两侧有机架支承的双支承式辊锻机﹐它具有较大的刚度﹐可得到高精度的锻件﹐其辊径有250~1250毫米多种规格﹐相应的辊锻力为400~4000千牛。有的双支承辊锻机在一端有辊轴伸出﹐这是悬臂式和双支承式结合的复合型辊锻机﹐它既能实现纵向辊锻又能在悬臂端完成横向展宽成形。在大批量辊锻生產中﹐广泛採用机械手传送工件﹐实现生產过程的自动化﹐提高生產率﹐减轻劳动强度。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条