1) Constant speed machining

恒线速加工
2) CW-linear accelerator
恒波直线加速器
3) Accelerationin in constant temperature
恒温加速
4) constant feeding
恒速流加
1.
The theory analyze of dynamics in fermentation with constant feeding
恒速流加发酵过程动力学理论分析
6) Constant line speed
恒线速
1.
To overcome the shortcoming caused by the mechanical 135 film inspection system,an automatic controlled,constant line speed,constant tension 135 film inspection system has been successfully invented by applying the automatic control technology,practical use showed that the overall 135 film inspection technology is thus promoted to a novel bench.
本文针对机械式135胶片验片机的缺点,应用自动化控制技术,研制成功恒线速、恒张力、自动控制135胶片验片机,推进了135胶片验片工艺达到一个新的技术水平。
2.
Based on specific demand in machining process, a constant line speed control method is proposed, which is used in variable frequency speed control system.
针对数控机床工件恒线速加工时的特殊要求,提出了一种应用于变频调速系统的恒线速控制方法。
补充资料:特种加工:电火花线切割加工
利用轴向移动的金属丝作工具电极﹐工件按所需形状和尺寸作轨迹运动切割导电材料的电火花加工﹐英文简称EDWC。
简史 1960年﹐苏联首先研制出靠模线切割机床。中国于1961年也研制出类似的机床。早期的线切割机床采用电气靠模控制切割轨迹。当时由于切割速度低﹐制造靠模比较困难﹐仅用于在电子工业中加工其它加工方法难以解决的窄缝等。1966年﹐中国研制成功采用乳化液和快速走丝机构的高速走丝线切割机床﹐并相继采用了数字控制和光电跟踪控制技术。此后﹐随着脉冲电源和数字控制技术的不断发展以及多次切割工艺的应用﹐大大提高了切割速度和加工精度。
加工原理 工件安装在工作台上﹐工作台通常由X 轴和Y 轴电动机驱动(见图 线切割加工原理图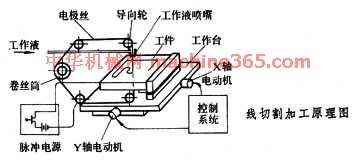 )。工具电极(电极丝)为直径0.02~0.3毫米的金属丝﹐由走丝系统带动电极丝沿其轴向移动。走丝方式有两种﹕①高速走丝﹐速度为9~10米/秒﹐采用钼丝作电极丝﹐可循环反复使用﹔②低速走丝﹐速度小于10米/分﹐电极丝采用铜丝﹐只使用一次。脉冲电源加在工件与电极丝之间﹐一般工件接正极﹐电极丝接负极。工件与电极丝之间用喷嘴喷入工作液(乳化液﹑去离子水等)。控制系统根据预先输入的工作程序输出相应的信息﹐使工作台作相应的移动﹐工件与电极丝靠近。当两者接近到适当距离时(一般为0.01~0.04毫米)便产生火花放电﹐蚀除金属。金属被蚀除后工件与电极丝之间的距离加大﹐控制系统根据这一距离的大小和预先输入的程序﹐不断地发出进给信号﹐使加工过程持续进行。
)。工具电极(电极丝)为直径0.02~0.3毫米的金属丝﹐由走丝系统带动电极丝沿其轴向移动。走丝方式有两种﹕①高速走丝﹐速度为9~10米/秒﹐采用钼丝作电极丝﹐可循环反复使用﹔②低速走丝﹐速度小于10米/分﹐电极丝采用铜丝﹐只使用一次。脉冲电源加在工件与电极丝之间﹐一般工件接正极﹐电极丝接负极。工件与电极丝之间用喷嘴喷入工作液(乳化液﹑去离子水等)。控制系统根据预先输入的工作程序输出相应的信息﹐使工作台作相应的移动﹐工件与电极丝靠近。当两者接近到适当距离时(一般为0.01~0.04毫米)便产生火花放电﹐蚀除金属。金属被蚀除后工件与电极丝之间的距离加大﹐控制系统根据这一距离的大小和预先输入的程序﹐不断地发出进给信号﹐使加工过程持续进行。
特点和应用 电火花线切割加工除具有电火花加工的基本特点外﹐还有一些其它特点﹕①不需要制造形状复杂的工具电极﹐就能加工出以直线为母线的任何二维曲面。②能切割0.05毫米左右的窄缝。③加工中并不把全部多余材料加工成为废屑﹐提高了能量和材料的利用率。④在电极丝不循环使用的低速走丝电火花线切割加工中﹐由于电极丝不断更新﹐有利于提高加工精度和减少表面粗糙度。⑤电火花线切割能达到的切割效率一般为20~60毫米2/分﹐最高可达300毫米2/分﹔加工精度一般为±0.01~±0.02毫米﹐最高可达±0.004毫米﹔表面粗糙度一般为R 2.5~1.25微米﹐最高可达R0.63微米﹔切割厚度一般为40~60毫米﹐最厚可达600毫米。
2.5~1.25微米﹐最高可达R0.63微米﹔切割厚度一般为40~60毫米﹐最厚可达600毫米。
简史 1960年﹐苏联首先研制出靠模线切割机床。中国于1961年也研制出类似的机床。早期的线切割机床采用电气靠模控制切割轨迹。当时由于切割速度低﹐制造靠模比较困难﹐仅用于在电子工业中加工其它加工方法难以解决的窄缝等。1966年﹐中国研制成功采用乳化液和快速走丝机构的高速走丝线切割机床﹐并相继采用了数字控制和光电跟踪控制技术。此后﹐随着脉冲电源和数字控制技术的不断发展以及多次切割工艺的应用﹐大大提高了切割速度和加工精度。
加工原理 工件安装在工作台上﹐工作台通常由X 轴和Y 轴电动机驱动(见图 线切割加工原理图
)。工具电极(电极丝)为直径0.02~0.3毫米的金属丝﹐由走丝系统带动电极丝沿其轴向移动。走丝方式有两种﹕①高速走丝﹐速度为9~10米/秒﹐采用钼丝作电极丝﹐可循环反复使用﹔②低速走丝﹐速度小于10米/分﹐电极丝采用铜丝﹐只使用一次。脉冲电源加在工件与电极丝之间﹐一般工件接正极﹐电极丝接负极。工件与电极丝之间用喷嘴喷入工作液(乳化液﹑去离子水等)。控制系统根据预先输入的工作程序输出相应的信息﹐使工作台作相应的移动﹐工件与电极丝靠近。当两者接近到适当距离时(一般为0.01~0.04毫米)便产生火花放电﹐蚀除金属。金属被蚀除后工件与电极丝之间的距离加大﹐控制系统根据这一距离的大小和预先输入的程序﹐不断地发出进给信号﹐使加工过程持续进行。 特点和应用 电火花线切割加工除具有电火花加工的基本特点外﹐还有一些其它特点﹕①不需要制造形状复杂的工具电极﹐就能加工出以直线为母线的任何二维曲面。②能切割0.05毫米左右的窄缝。③加工中并不把全部多余材料加工成为废屑﹐提高了能量和材料的利用率。④在电极丝不循环使用的低速走丝电火花线切割加工中﹐由于电极丝不断更新﹐有利于提高加工精度和减少表面粗糙度。⑤电火花线切割能达到的切割效率一般为20~60毫米2/分﹐最高可达300毫米2/分﹔加工精度一般为±0.01~±0.02毫米﹐最高可达±0.004毫米﹔表面粗糙度一般为R
2.5~1.25微米﹐最高可达R0.63微米﹔切割厚度一般为40~60毫米﹐最厚可达600毫米。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条