1) deceleration control

减速控制
1.
Deceleration control for real-time interpolation of free-form curve;
自由曲线实时插补的减速控制
2.
And then a rolling table deceleration control emulation analysis has been made.
介绍了高速线材的轧制节奏控制工艺,分析了高速线材现有轧制节奏控制方法以及存在的问题;在此基础上提出了轧制控制模型的改进方法;详细介绍了轧制速度计算模型的设计方法,并建立保温辊道闭环控制模型;对保温辊道减速控制过程进行了仿真分析,设计了速度与时间计算公式,修正了减速控制模型。
2) speed-up and speed-down control
加减速控制
1.
The speed-up and speed-down control is adopted before the interpolation in this CNC system in order to minimize the error of machining outline.
为满足数控系统的高速度、高精度、高效率和高可靠性,本数控系统采用了快速插补运算技术,以提高直线、圆弧插补运算性能,实现复杂曲面零件微小区段的逼近,并在插补前采用加减速控制,使加工轮廓误差减至最小。
3) Acceleration/deceleration control
加减速控制
1.
The article puts forward an advanced acceleration/deceleration control arithmetic of 3-axis Simultaneous-motioned NC carving machine.
提出了一种改进的三轴联动数控雕刻机加减速控制算法。
2.
For motion planning, we adopt trapezoidal, S-curve and flexible acceleration/deceleration control to meet the requirement of speed and stability in high speed CNC.
在插补控制算法上,采用“前瞻”的思想,基于加速度约束计算出衔接处的进给速度,从而实现了直线和圆弧的插补运算,并给出了在DSP中实现插补的方法;在速度控制中,采用T型、S型和柔性的加减速控制,满足了高速数控加工中的速度和稳定性要求;在伺服控制中,采用PID+速度前馈+加速度前馈的伺服控制算法,通过调节各参数,能对大多数系统实现精确而稳定的控制。
5) acceleration-deceleration control
加减速控制
1.
NURBS curve interpolation with high speed and high accuracy & acceleration-deceleration control method;
NURBS曲线高速高精度插补及加减速控制方法研究
2.
Study on automatic acceleration-deceleration control method of screw thread interpolation;
螺纹插补自动加减速控制算法的研究
6) retardatio controller
减速控制器
补充资料:高速加工中的加减速控制
这是一篇高速加工数控系统开发方面的理论性较强的文章。众所周知,加减速控制是CNC系统中插补器的一项十分重要的控制功能,它对加工精度和系统性能都有着十分重要的影响。特别是在高速加工中,加减速就显得尤为重要。文中,作者在分别分析了数控系统中直线形、三角函数形、指数形、S形、直线加抛物线形加减速控制曲线的基础上,对这几种控制方法各自的优缺点及适用场合进行了比较,并着重讨论了S曲线加减速算法。
加减速控制是数控系统插补器的重要组成部分,是数控系统开发的关键技术之一。数控加工的目标是实现高精度、高效率的加工,因此,一方面要求数控机床反应快,各坐标运动部件能在极短的时间内达到给定的速度,并能在高速运行中快速准确地停止在预定位置,缩短准备时间;另一方面要求加工过程运动平稳,冲击小。因此,如何保证在机床运动平稳的前提下,实现以过渡过程时间最短为目标的最优加减速控制规律,使机床具有满足高速加工要求的加减速特性,是研究中的一个关键问题。
一、加减速控制方式
在CNC装置中,为了保证机床在起动或停止时不产生冲击、失步、超程或振荡,必须对进给电机的脉冲频率或电压进行加减速控制,即在机床加速起动时,保证加在伺服电机上的脉冲频率或电压逐渐增加,而当机床减速停止时,保证加在伺服电机上的脉冲频率或电压逐渐减小。根据加减速控制在控制系统中的位置,加减速有前加减速和后加减速之分。前加减速中加减速控制放在插补器的前面,后加减速中加减速控制放在插补器的后面,如图1所示。
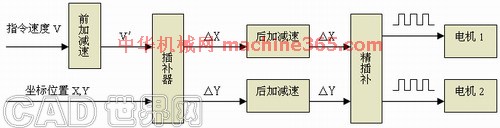
图1 前加减速与后加减速
前加减速的控制对象是指令进给速度V,它是在插补前计算出进给速度V′,然后根据进给速度进行插补,得到各坐标轴的进给量△X、△Y,最后转换为进给脉冲或电压驱动电机。这种方法能够得到准确地加工轮廓曲线,但需要预测减速点,运算量较大。后加减速的控制算法放在插补器之后,它的控制量是各运动轴的速度分量。它不需要预测减速点,而是在插补输出为零时开始减速,并通过一定的时间延迟逐渐靠近程序段的终点。这种方法的缺点是:由于它是对各运动轴分别进行控制,所以在加减速控制后,实际的各坐标轴的合成位t不准确,引起轮廓误差,并且当轮廓中存在急剧变化时,后加减速无法预见,从而会产生过冲。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条