|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
您的位置: 首页 -> 词典 -> 刀具磨损自动补偿
1) tool abrasion automatic compensation

刀具磨损自动补偿
2) automatic compensating device for boring cutter wear
镗刀磨损自动补偿装置
3) automatic compensation for tool
刀具自动补偿
1.
In the combination of such common problems as coordinate set-up for part and automatic compensation for tool,parameterized process program and function cycle are compiled with CL800 subprogram language of Sinumerik840C.
通过对西门子Sinumerik数控系统编程平台的分析,概括了其高级编程的功能特点,结合实际加工中零件坐标系建立、刀具自动补偿等具有普遍性的问题,运用Sinumerik 840C系统CL800子程序语言编写了参数化的加工程序和功能循环。
4) wear self-compensation
磨损自补偿
1.
The wear self-compensation additives ES12 and ESM122 are developed.
研制出磨损自补偿添加剂ES12、ESM122,系统研究了其在5种成品油中的摩擦学性能。
5) wear-self-compensation
磨损自补偿
1.
According to the theory of wear-self-compensation and aiming at the popular wear problems and serious results of mechanical engineering and products, additives ZSA and ZSC were developed to provide excellent wear-self-compensation tribological effect for tin bronze/hard chromium-plated 45 steel rubbing pairs in hydraulic pressure oil.
从磨损自补偿理论出发,针对工程上磨损问题突出、易造成严重后果的机械产品,成功研制了在液压油中对锡青铜-镀硬铬45钢摩擦副具有优异的磨损自补偿摩擦学效应的添加剂ZSA和ZSC。
2.
Additive ES12 was developed as wear-self-compensation, and the self-compensation effects and tribological effects of steel 45-steel 45 rubbing pairs and steel- 45-tin bronze rubbing pairs were studied.
研制了磨损自补偿润滑添加剂ES12 ,并对 4 5钢 4 5钢摩擦副及 4 5钢 锡青铜摩擦副的磨损自补偿效应和摩擦学效应进行了研究。
6) tool wear compensation
刀具磨耗补偿
1.
The methods of tool nose round(corner) radius compensation and tool wear compensation based on FANUC 0iT NC system are presented in this paper.
文章介绍了基于FANUC 0iT数控系统对刀具刀尖圆弧半径补偿与刀具磨耗补偿的方法。
补充资料:Pro/ENGINEER NC加工中的刀具半径补偿
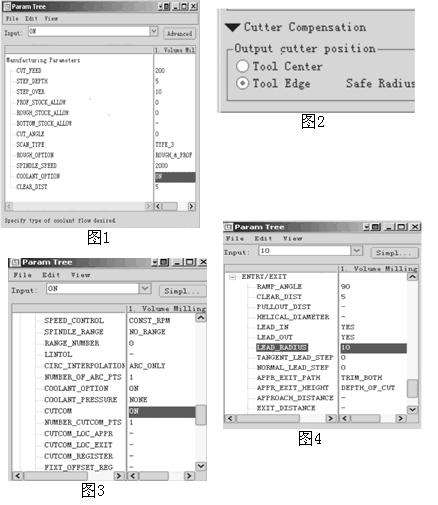
一、引言 在轮廓加工时,刀具中心运动轨迹与所需加工零件的实际轮廓的偏移量称为刀具半径补偿。刀具半径补偿在NC加工有着非常重要的作用,根据刀具补偿指令,数控加工机床可进行刀具半径尺寸补偿。特别是在手工编程时,刀具半径补偿尤为重要。手工编程时,运用了刀具半径补偿指令,就可以根据零件的轮廓值编程,不需再将轮廓值偏移一刀具半径编程,这样就减少了计算量。虽然CAD/CAM自动编程的计算量小,生成程序的速度快,但当刀具有少量磨损或加工轮廓尺寸与设计尺寸稍有偏差时,仍需作适当调整,而运用了刀具半径补偿后,不需修改刀具尺寸或建模尺寸而重新生成程序,只需在数控加工机床上对刀具补偿做适当修改即可。 二、Pro/ENGINEER NC加工中刀具半径补偿的应用 1. 按常规的方法作NC加工 (1)创建毛坯和做NC加工的准备工作,将所要加工的工件和毛坯作适当的装配。 (2)设置切削工艺参数 将机床选定,设置好工作坐标系和退刀平面,选定刀具,合理设置图1所示的各参数。
(3)生成刀具路径 模拟刀具运动路径,步骤是依次点选NC SEQUENSE→PLAY PATH→SCREEN PLAY。系统根据刀具中心生成刀具轨迹。生成的加工程序无刀具半径补偿指令。 2.刀具半径补偿的设定 要运用刀具半径补偿,在设定加工参数时,必须设定以下参数: CUTTER COMPENSATION、CUTCOM、LEAD-IN、LEAD-OUT和LEAD—RADIUS。具体步骤如下: (1)选择MACHING→系统打开操作设置OPERRATION SETUP对话框,单击按钮 ,打开CUTTER COMPENSATION对话框,如图2所示,选择TOOL EDGE选项,然后返回主界面。 选择TOOL EDGE是为了系统在计算刀具加工轨迹时,按刀具侧边值计算,也就是按零件的轮廓值计算,而不按刀具的中心轨迹计算。
(2)选择SEQ SETUP→PARAMERERS→DONE→SET,系统进入NC SEQUENCE加工参数设置对话框。点击按钮,进入图3所示界面,将CUTCOM设置为ON,下拉菜单如图4所示。将LEAD IN和LEAD OUT均设为YES,LEAD—RADIUS根据选择的刀具做适当设定(LEAD—RADIUS的值一般要大于刀具半径)。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|