|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) mould locking snap

锁模扣
2) latch mode
锁扣[挂钩]模式
3) lock catch
锁扣
1.
The design of the injection mold of multiple points,plates and molded surfaces is simplified by using lock catch facility ,joined tie-bar structure and decreasing the guide-pin amount.
应用锁扣装置、组合拉杆结构,减少导柱数量,简化了多点多板多分型面注塑模具的设计。
2.
Stated the design method of drawing die for the lock catch of outside install door lock,introduced the drawing technology and problems appearing in die testing and solution.
叙述了外装式门锁锁扣拉伸模的设计,着重介绍了拉伸工艺及试模中出现的问题和解决方案。
4) locating location
锁扣定位
5) double locking clippers
双锁扣
1.
This paper introduces the application of double locking clippers for a closed forging die to solving the problems Such as getting stuck and fatigue fissure caused by a gear forging die.
针对齿轮锻模极易发生卡模和断裂失效的情况 ,提出对闭式锻模采用双锁扣的结构方案 。
6) even lock catch type
平锁扣
补充资料:航空座椅锁扣缸体冷挤压工艺及模具设计
摘要: 通过研究航空座椅锁扣缸体的形状特点、零件的制造难度,确定了冷挤压成形零件的工艺方案,设计并制造冷挤压模具一套,生产出合格零件。演示并分析了零件的冷挤压变形过程;记录了冷挤压过程中与不同变形程度相对应的挤压力,绘制了冷挤压过程的连续挤压力曲线;对零件挤压方向的剖面进行了金属纤维组织观察,对零件流线分布进行了分析。 关键词: 冷挤压工艺模具设计 一、引言 如图1所示为航空座椅锁扣缸体的零件图,零件材料选用LD2。零件为航空座椅的减震缸,缸体内筒放置弹簧,活塞压缩弹簧沿筒壁运动,飞机震动时起到减震作用。该零件是航空座椅锁扣总成的关键零件。为达到其使用性能,零件内筒筒壁应光滑,无划痕,以保证活塞运动顺畅,内筒表面粗糙度要求为RaO.2-0.4;零件外表面为保持美观和将来镀铬的需要,外表面粗糙度要求为Ra3.2;零件应具有一定的刚度;零件内外筒应保证同心,同心度要求为0.4mm;为保证活塞与内筒配合的严密,内筒部分不允许机械加工。
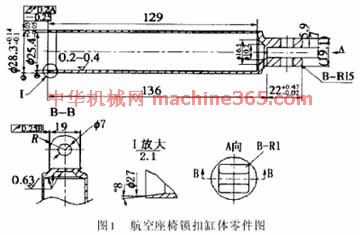
该零件的制造难度是:直筒部分壁厚1.45 mm,长度130mm,壁薄筒深难以成形;尺寸精度要求很高;头部与直筒部分形状不同,常规制造方法难以加工;直筒部分及底部均无斜度,用挤压加工制造时,零件出模困难。 鉴于以上对于零件特点及制造难度的分析,采用机械加工的方法加工难度大,材料利用率低,加工周期长,成本高;采用直筒与头部焊接的方法,不仅难于保证焊接部分的表面质量,又不能保证焊接时直筒部分不受热变形,更难保证零件的使用性能。
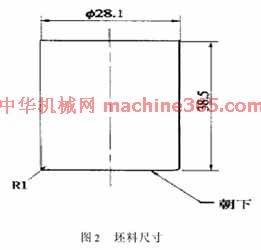
冷挤压成形属于体积成形,该零件由于直筒部分与头部形状不同,可以采用正反复合挤压方法。通过冷挤压成形,既可以保证零件表面较高的粗糙度要求,也可以节省材料、提高零件的强度、硬度、尺寸精度等,更重要的是简化了锁扣缸体零件的制造工艺、大幅度降低成本,更适应于批量化生产。 二、航空座椅锁扣缸体工艺方案制订 (1) LD2棒料精车下料,保证尺寸控制在公差范围内,侧表面尽可能光洁。坯料尺寸如图2所录。
(2)将坯料除油、光亮处理,以除去坯料表面的氧化膜。
(3)坯料干燥处理,表面涂覆润滑剂。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|