1) Twin-wire straight SAW

双丝直缝埋弧焊
2) double-wire SAW
双丝埋弧焊
1.
Study on the technology and joint performance of double-wire SAW;
双丝埋弧焊工艺及焊接接头性能研究
3) longitudinal submerged arc welded pipe
直缝埋弧焊管
1.
Each mechanical properties parameter obtained and its data analyzed through investigation to mechanical properties test of Grade X80 high grade longitudinal submerged arc welded pipe.
通过对X80高钢级直缝埋弧焊管力学性能试验研究,得到了各项力学性能参数,并对其数据进行了分析。
2.
It presents the manufacture instance of grade X80 spiral submerged arc welded pipes longitudinal submerged arc welded pipes and induction heated bending pipes at Huabei Petroleum Steel Pipe Mill.
介绍了华北石油钢管厂X80钢螺旋埋弧焊管、直缝埋弧焊管及感应加热弯管的研制情况。
3.
Residual stress of longitudinal submerged arc welded pipe after welding is the major reason caused welded pipe stress corrosion crack,its stress level directly decide pipeline safety in service.
直缝埋弧焊管焊后残余应力是导致焊管应力腐蚀裂纹产生的主要原因。
4) longitudinal submerged arc welding pipe
直缝埋弧焊管
1.
This article introduces OD 1420mm longitudinal submerged arc welding pipe production line which was established by VYKSA steel works of Russia integrated iron & steel Co.
介绍了俄罗斯联合钢铁股份有限公司韦克松钢铁厂建成的φ1420mm直缝埋弧焊管生产线。
5) longitudinal submerged arc welding pipe
直缝埋弧焊钢管
1.
It briefly introduces the importance of pre-bending process for production of longitudinal submerged arc welding pipe,function of pre-bending and pre-bending procedure,and analyzes main pre-bending process parameter,such as radius of curvature of upper mould,pre-bending length and pre-bending coiling angle and pre-bending force,etc.
简要介绍了直缝埋弧焊钢管生产线预弯工序的重要性、预弯的功能以及预弯工艺过程。
2.
The purpose of prebending process of longitudinal submerged arc welding pipe production line is introduced;character of roller prebending and mould press type prebending is analyzed.
介绍了直缝埋弧焊钢管生产线预弯工艺的目的,分析了辊式预弯和模压式预弯的特点,指出当前直缝埋弧焊钢管生产线中普遍采用模压式预弯工艺。
6) SAW straight weld pipe
直缝埋弧焊管
1.
Addressing this problem,and based on the development process of the Φ1 220 mm × 22 mm SAW straight weld pipe in K60-2 steel grade especially developed by Huabei Petroleum Steel Pipe Plant for the"East Siberia-Pacific Pipeline Project"of Russia,the co-authors discuss the.
结合华北石油钢管厂为俄罗斯"东西伯利亚-太平洋管线"工程项目研制开发的K60-2钢级Φ1 220 mm×22 mm直缝埋弧焊管,分析讨论了管线钢板的合理化学成分、组织和性能设计与其经济性的关系,指出应合理设计管线钢板的化学成分、组织和性能,在满足使用要求的前提下开发生产最经济的管线钢板,从而提升我国直缝埋弧焊管线管的国际竞争能力。
补充资料:焊接:埋弧焊
利用在焊剂层下燃烧的电弧进行焊接的方法(见图 埋弧焊示意图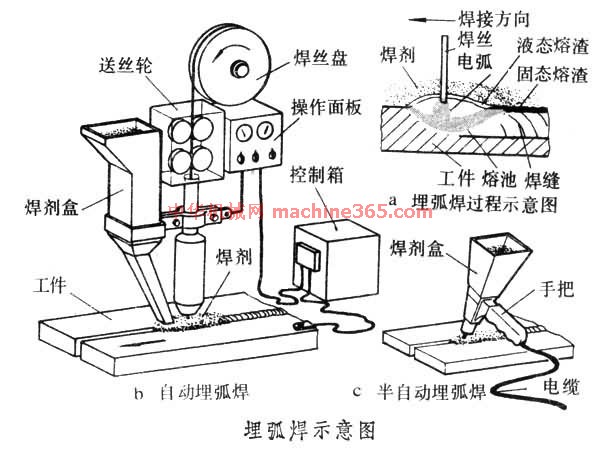 )。在焊接过程中﹐焊剂熔化產生的液态熔渣覆盖电弧和熔化金属﹐起保护﹑净化熔池﹑稳定电弧和渗入合金元素的作用。埋弧焊分为自动埋弧焊和半自动埋弧焊两种。前者应用较广泛﹐焊接电流可达600~2000安﹐焊接效率很高。埋弧焊是一种适於大量生產的焊接方法﹐广泛用於焊接各种碳钢﹑低合金钢和合金钢﹐也用於不锈钢和镍合金的焊接和表面堆焊。为了提高焊接效率和扩大使用范围﹐埋弧焊的电极可採用双丝﹑三丝﹑带极(用於堆焊)﹐还可在焊剂中添加金属粉等。焊剂层下的电弧与焊件接口的对正和调整﹐可用工业电视观察或用激光跟踪等方法探测。埋弧焊的焊接效率高﹐焊缝光洁﹐无飞溅﹐少烟尘﹐无电弧闪光﹐劳动卫生条件好﹐设备成本较低。缺点是限於平焊和长焊缝。与气体保护电弧焊相比﹐埋弧焊电弧不可见﹐接头装配要求较高﹐应用灵活性也较差。
)。在焊接过程中﹐焊剂熔化產生的液态熔渣覆盖电弧和熔化金属﹐起保护﹑净化熔池﹑稳定电弧和渗入合金元素的作用。埋弧焊分为自动埋弧焊和半自动埋弧焊两种。前者应用较广泛﹐焊接电流可达600~2000安﹐焊接效率很高。埋弧焊是一种适於大量生產的焊接方法﹐广泛用於焊接各种碳钢﹑低合金钢和合金钢﹐也用於不锈钢和镍合金的焊接和表面堆焊。为了提高焊接效率和扩大使用范围﹐埋弧焊的电极可採用双丝﹑三丝﹑带极(用於堆焊)﹐还可在焊剂中添加金属粉等。焊剂层下的电弧与焊件接口的对正和调整﹐可用工业电视观察或用激光跟踪等方法探测。埋弧焊的焊接效率高﹐焊缝光洁﹐无飞溅﹐少烟尘﹐无电弧闪光﹐劳动卫生条件好﹐设备成本较低。缺点是限於平焊和长焊缝。与气体保护电弧焊相比﹐埋弧焊电弧不可见﹐接头装配要求较高﹐应用灵活性也较差。
)。在焊接过程中﹐焊剂熔化產生的液态熔渣覆盖电弧和熔化金属﹐起保护﹑净化熔池﹑稳定电弧和渗入合金元素的作用。埋弧焊分为自动埋弧焊和半自动埋弧焊两种。前者应用较广泛﹐焊接电流可达600~2000安﹐焊接效率很高。埋弧焊是一种适於大量生產的焊接方法﹐广泛用於焊接各种碳钢﹑低合金钢和合金钢﹐也用於不锈钢和镍合金的焊接和表面堆焊。为了提高焊接效率和扩大使用范围﹐埋弧焊的电极可採用双丝﹑三丝﹑带极(用於堆焊)﹐还可在焊剂中添加金属粉等。焊剂层下的电弧与焊件接口的对正和调整﹐可用工业电视观察或用激光跟踪等方法探测。埋弧焊的焊接效率高﹐焊缝光洁﹐无飞溅﹐少烟尘﹐无电弧闪光﹐劳动卫生条件好﹐设备成本较低。缺点是限於平焊和长焊缝。与气体保护电弧焊相比﹐埋弧焊电弧不可见﹐接头装配要求较高﹐应用灵活性也较差。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条