1) linear acceleration/deceleration

直线加减速
1.
For the CNC machine tool vibration induced by unsmoothed velocity and jerk during beginning /ending stage,an algorithm was proposed combining the linear acceleration/deceleration algorithm with the moving average filtering.
针对数控系统在启动/停止时由于速度不平滑,加速度存在突变现象导致机床产生剧烈振动问题,结合滤波技术和直线加减速规划方法提出了一种新的数控机床的加减速控制方法,该方法基于离散采样模型推导了滤波后的速度、加速度、加加速度的数学表达式,证明了该方法与常规S形加减速算法等价,并给出了该方法的实现步骤,实验结果证明了该算法的有效性。
2.
The principles of linear acceleration/deceleration mode were applied in the pre-interpolation acceleration/deceleration control.
基于数据采样法,利用当量位移和坐标轴方向系数实现了5轴联动线性插补;利用直线加减速原理进行插补前加减速控制;对速度前瞻控制方法进行了深入探讨,实现了相邻程序段转接处速度优化、连续微小程序段速度计算、减速点提前预测及前瞻程序段数动态选择等。
2) linear acceleration/deceleration interpola-tion
加减速直线插补
3) linear accelerating
直线加速
1.
Stepping motor linear accelerating control in intraocular pressure apparatus is an important elementary technology of the system.
眼压计中步进电机直线加速控制是该系统中一项重要的单元技术。
4) linear reducer
直线减速器
1.
The three-dimensional finite element analysis of straight push-rod linear reducer;
直动推杆式直线减速器的三维有限元分析
2.
The finite element analysis of the strength of straight push-rod linear reducer's rack;
直动推杆式直线减速器齿条强度的有限元分析
5) linear deceleration
直线减速度
6) Acceleration & deceleration curve
加减速曲线
补充资料:高速加工中的加减速控制
这是一篇高速加工数控系统开发方面的理论性较强的文章。众所周知,加减速控制是CNC系统中插补器的一项十分重要的控制功能,它对加工精度和系统性能都有着十分重要的影响。特别是在高速加工中,加减速就显得尤为重要。文中,作者在分别分析了数控系统中直线形、三角函数形、指数形、S形、直线加抛物线形加减速控制曲线的基础上,对这几种控制方法各自的优缺点及适用场合进行了比较,并着重讨论了S曲线加减速算法。
加减速控制是数控系统插补器的重要组成部分,是数控系统开发的关键技术之一。数控加工的目标是实现高精度、高效率的加工,因此,一方面要求数控机床反应快,各坐标运动部件能在极短的时间内达到给定的速度,并能在高速运行中快速准确地停止在预定位置,缩短准备时间;另一方面要求加工过程运动平稳,冲击小。因此,如何保证在机床运动平稳的前提下,实现以过渡过程时间最短为目标的最优加减速控制规律,使机床具有满足高速加工要求的加减速特性,是研究中的一个关键问题。
一、加减速控制方式
在CNC装置中,为了保证机床在起动或停止时不产生冲击、失步、超程或振荡,必须对进给电机的脉冲频率或电压进行加减速控制,即在机床加速起动时,保证加在伺服电机上的脉冲频率或电压逐渐增加,而当机床减速停止时,保证加在伺服电机上的脉冲频率或电压逐渐减小。根据加减速控制在控制系统中的位置,加减速有前加减速和后加减速之分。前加减速中加减速控制放在插补器的前面,后加减速中加减速控制放在插补器的后面,如图1所示。
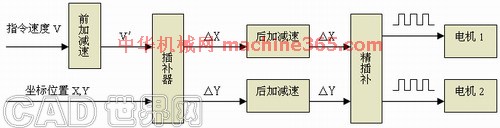
图1 前加减速与后加减速
前加减速的控制对象是指令进给速度V,它是在插补前计算出进给速度V′,然后根据进给速度进行插补,得到各坐标轴的进给量△X、△Y,最后转换为进给脉冲或电压驱动电机。这种方法能够得到准确地加工轮廓曲线,但需要预测减速点,运算量较大。后加减速的控制算法放在插补器之后,它的控制量是各运动轴的速度分量。它不需要预测减速点,而是在插补输出为零时开始减速,并通过一定的时间延迟逐渐靠近程序段的终点。这种方法的缺点是:由于它是对各运动轴分别进行控制,所以在加减速控制后,实际的各坐标轴的合成位t不准确,引起轮廓误差,并且当轮廓中存在急剧变化时,后加减速无法预见,从而会产生过冲。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条