|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) New type hydrogen resistance steel

新型抗氢钢
2) new style wearable cast steel
新型抗磨铸钢
1.
Research of cold welding technique of new style wearable cast steel and 20 steel;
新型抗磨铸钢与20钢的冷态焊接技术研究
3) antihydrogen steel
抗氢钢
1.
An experimental system of high-temperature split Hopkinson pressure bar (SHPB) was developed, and the dynamic properties of one type of antihydrogen steel at temperatures from room temperature to 1000 ℃ and at strain rates from 500 to 1000 s~( -1) were studied using this system.
介绍了高温分离式Hopkinson压杆(SHPB)实验方法,建立了一套高温SHPB实验系统,利用该系统研究了温度对某种抗氢钢动态压缩力学性能的影响,实验温度最高达到1 000℃,应变率为500~1 000s-1。
2.
A high-temperature SHPB experimental system is developed, and the dynamic compressive properties of a type of antihydrogen steel at room temperature through 1000℃ are studied using this system.
本文简要介绍了SHPB的基本原理和高温SHPB实验方法,建立了一套高温SHPB实验系统,并利用该系统研究了温度对某种抗氢钢动态压缩力学性能的影响,实际实验温度从室温达到了1000℃。
4) HR2 steel
HR2抗氢钢
1.
Planar detonation wave was generated to load the DT2 iron and HR2 steel cuneal sample by detonating TNT.
使用平面爆轰波起爆元件起爆TNT炸药,分别对DT2工业纯铁和HR2抗氢钢楔形样品进行了冲击加载实验。
5) Cr-Mo anti-hydrogen steels
Cr-Mo抗氢钢
1.
Cr-Mo anti-hydrogen steels on hydro-reactor and the cracks in welding metal are introduced in the paper,welding materials selection and the effect of heat input and post welding heat treatment on welding joints are also discussed.
介绍了高温、高压加氢反应器用Cr-Mo抗氢钢以及在生产过程中焊缝金属典型裂纹产生的原因及防止措施。
6) hydrogen-resistant stainless steel
抗氢不锈钢
1.
Laser conducting-limited welding of thin-wall HR-2 hydrogen-resistant stainless steel (HRSS) parts is discussed,processing parameters is studied,fluctuation of penetration and its influencing factors are analyzed,and measures to control fluctuation of penetration are presented.
探讨了HR 2抗氢不锈钢制薄壁件的激光热导焊方法,研究了激光热导焊接HR 2抗氢不锈钢制薄壁件的工艺参数,分析了焊缝焊深的波动情况及影响焊深波动的因素,提出了有效的焊深波动控制措施。
补充资料:钢碗精密温挤压新型模具
[摘要] 介绍了一种精密挤压钢碗的新型模具,挤压时锻件杯口有背压套施压,且依靠背压套限制凸模像移,解决了孔,高低不平和壁厚不匀的问题,材料消耗显著降低。
[关键词]:温挤压;模具设计;反向挤压;背压;钢碗 1 引言 精密挤压可以取代或部分取代金属切削加工。图1所示解放CA-1OB万向节十字轴套筒锻件,是一种典型的杯形件,材料为65Mn。采用温挤压方法生产,既易于成型,又能获得较好的精度和表面粗糙度值。由于镶件底部厚度有严格要求,挤压设备采用曲柄压力机。 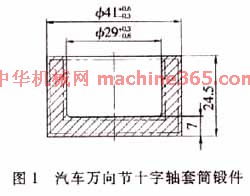
用一般的敞开式反挤压模挤压杯形件时,锻件存在孔口高低不平和壁厚不匀的缺陷。假设杯形件外径为d,高为H.壁厚为t,对高径比较小(H/d<1)而壁厚与直径之比较大(A/d>O.1)的钢质杯形件。如图1所示锻件,一般称为钢碗,孔口高低不平对于钢碗的材料消耗影响很大。例如用一般的反挤压模具挤压图1所示的万向节轴承套,其孔口高低不平的差值可达4-6mm。为了减少和消除不合格锻件,被迫增加锻件高度和壁厚,即增大料块,从而增加了材料消耗。 产生孔口高低不平和壁厚不匀的原因主要有:①坯料两端不平;⑨坯料加热不均匀;③锻坯直径与坏料直径相差太大.坯料定位不准确;④凹模与凹模不对中;⑤挤压时因凸模受锻件不均匀变形的横向力作用,且凹模对凸模无导向作用,使凸模产生横向弯曲弹性变形,导致凸模下端偏移;⑥锻件孔口无压力(背压)限制。以上的①—④项因素,可分别通过提高下料精度、提高加热水平、控制锻坯尺寸,提高模具加工和装配精度得到解决,而要消除除⑤、⑥项因素,则需要改进模具结构。用图2所示传统的闭式反挤压模(没有补偿空间)挤压钢碗,难于解决孔门高低不平问题。因为机械压力机有固定的下死点,封闭摸腔内的空间是一定的,刘热料块体积精度要求很高。 
2 新型横具结构
2.1 模具结构及其工作过程 为解决上述问题,设计了图3所示的有补偿空间的新刑模具结构。卸料板R上装有与凸1模17间隙配合的背压套15;固定板16上有沿周向均匀分布的大、小圆孔各8个,圆孔内分别装有弹簧7和顶杆6,顶杆6受碟形弹簧7的弹顶力作用;垫块1对压力板3起支撑作用,同时对碟形弹簧有支撑和导向作用。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|