|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) mixing tube

混合管
1.
The moving equations are set up and resolved about a particle and abrasive particles in the mixing tube and the nozzle.
探讨前混合磨料射流两相流动特点,讨论了前混合磨料射流两相流流型,分析了磨料和水的混合机理,建立磨料粒子在混合管道和喷嘴内的运动方程并对其进行了求解,取得了一些有意义的结论。
2) tubular-mix
管式混合
3) mixed tube bundle
混合管束
1.
Experimental study on the longitudinal flow heat exchangers of the mixed tube bundle;
纵向流混合管束换热器试验研究
2.
In this paper,shell-side theoretical model of non-baffle section-varied tube mixed tube bundle longitudinal shell-and-tube heat exchanger were posed based on basic theory of fluid mechanics and heat transfer.
本文利用流体力学和传热学的基本原理,建立管壳式换热器混合管束壳程的理论计算模型,推导理论计算模型中的摩擦系数、壳程阻力损失和传热膜系数的计算公式并利用实验数据确定了其中的修正系数。
3.
Lots of experimental research has been done on the new double-flow lubricating-oil cooler which has mixed tube bundles,and it is found that such cooler has very strong heat transfer ability.
通过对新型混合管束式双流程滑油冷却器的大量实验研究,发现其具有很强的换热能力。
4) mixed bundle
混合管束
1.
Structure and fabrication technology of new condenser with longitudenal flow mixed bundle are addressed.
阐述了新型纵向流混合管束冷凝器结构及制造技术,该新产品对紧凑高效具有现实意义。
2.
Through introducing the optimum analysis theory and the property experiment research for the structure of the heat exchangers with the mixed bundle of inclined-pin fin tubes, the comparison of the schemes of using the inclined-pin fin tubes and smooth tubes was carried out in this paper by use of the semi-empirical equation from the results of theoretical analysis and experiment.
在介绍斜针翅换热器针翅结构优化理论分析、优化性能试验研究的基础上 ,根据理论研究与试验关联的半经验计算公式 ,对斜针翅管混合管束与光管换热器进行了设计方案比较 ,得出了优化设计方案。
5) mixing bend pipe
混合弯管
1.
Numerical simulation of turbulence in mixing bend pipe;
混合弯管湍流的数值模拟
6) intermixing in pipeline
管道混合
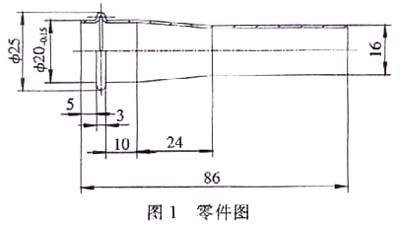
补充资料:燃料混合管压形缩管模
陕西科技大学(陕西咸阳 712081) 刘俊生 周明贵 张喜涛
[摘要] 介绍了一种在机械压力机上实现较长尺寸缩管工件的成形模结构。
关键词 闭合高度 缩管 脱模
1 引言
管材的缩管是常见的成形工艺,常用3种方法:1在缩管旋转机上进行;2在车床上旋压缩口,滚压加工;3用模具在压力机上进行。具体使用哪种方法,视工件要求而定。针对图1所示零件,采用压力机成形工艺比较合适。
根据零件尺寸,材料及计算结果,若在螺旋压力机或液压机上成形,由于工件成形所需压力很小,不能充分利用设备功率,且生产效率较低。故而选用机械压力机成形,模具设计中应重点解决由于工件缩管长度较长而引起的脱模困难,同时又要兼顾模具的闭合高度(在成形很小的情况下,模具闭合高度成为选用机床的主要因素)。
2 模具结构
模具结构如图2所示。上内凹模2直接装在模柄上,夹持于滑块中,利用滑块中的打杆槽,装有上拉料黠构,上拉料结构由打料杆14,拉杆13,拉板12,螺栓8,顶杆10组成。下模板固定于工作台面,顶板9位于台面漏料孔中。其特点是:
(1)利用冲床,滑块在缩门成形工序完成后拉动打料杆14,使与之连成一体顶杆10向上抬起,解决了由于工件缩口长度较长而引起的脱模困难。
(2)顶板9置于工作台漏料孔中,即有效利用机床闭合高度,又减少于模具体积。
3 工作过程
冲床滑块上升至上死点时,穿在滑块上的打料杆14带动上拉料组件以至最高点。放管材于定位板4的定位孔中。滑块下行,定位销3导正管材上端进入上凹模2定位孔中后,滑块施轴向力于管材端面.通过模芯11进行缩口,最后通过定位板4与上内凹模进行凸台压形,模芯11和上凹模2材料选用W18Cr4v,热处理硬度61—63HRC。同时,上拉料组件也随滑块一起下降之下死点,压形,缩口完成后,随着滑块一起上升的上拉料组件中的顶杆10抬起工件,取出工件。

4 效果
该模具装于400kN偏心冲床(闭合高度300mm,工作台孔直径∮200mm)上,经过近十万件产品的生产,模具基本完好,满足了生产的要求。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|