
【摘要】:介绍铸造缺陷修补机的应用以及试验试棒修复结论。使用这种修复技术修复不同材质的产品,品质可以达到满意的效果。
关键词:铸造缺陷修补机;冶金结合;拉伸膜;轧辊
1、 验鉴定修复效果
(1)加工1根ZG270-500,30mm×200mm试棒,在试棒表面钻若干个Ф3mm—7mm孔眼,取Q235-A,Ф0.5 mm丝和Q345,0.2mm片作为补材,对制备的试棒使用修补机焊补平并磨光。宏观检验补材处色泽是否相同,修补处与母材硬度HB分别为152—163和172—180。
(2)在试棒修补处,横向切片做金相分析,见图1,图示左边的母材组织为珠光体+铁素体。热熔区机体组织未改变,母材与补材为冶金结合,结合处较致密,未见明显改变。经过对试棒的宏观与微观分析验证,确认铸造缺陷修补机修复品质达到技术要求。

图1试样母材与补材熔焊处的组织
2 修复拉伸模实例
图2是某厂为西飞公司生产的拉伸模,ZG310—570,质量3.75t,共2件。加工后在表面粗糙度要求Ra为0.8,出现铸造缩松及多处裂纹。采用电焊对该面缺陷清除焊补、修磨,但仍存在着咬边及小点状、细条状缺陷,影响该面的粗糙程度。
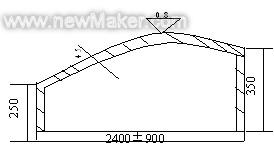
图2拉伸模简图
为了确保该面的粗糙度符合图纸,保证使用性能,使用修补机进行修理。取Ф0.5mm铬镍丝和Q345,厚0.2mm片焊补,修磨抛光。后经西飞质检部精测检验合格,符合用户对该模具的完全达到品质要求。
3修复轧机轧辊实例
轧辊材质为16Mn,堆焊CrNi合金,质量2.16 t,要求辊力硬度HRC为50±3,Ф(500±0.1)mm,表面粗糙度Ra为0.8。按照轧辊的硬度和粗糙度要求,在辊身有夹渣、片状擦伤、机加工挖刀缺陷处,使用修补机处理9件,补材用Ф0.5mm铬镍丝和Q345.厚0.2mm片焊补,抛光。按A检产品3方联合检验,修复后的轧辊,硬度和粗糙度完全达到要求。
4结论
(1)用铸造缺陷修复机做试验棒的分析检验和处理几项不同材质产品的缺陷、损伤修复实例证明,该项修补技术,打破了传统的修复方法,解决了缺陷处理中的难题。
(2)该机技术含量高,且修补费用低,修复产品品质可靠。
(3)该修补机适用于对表面光洁度、精密度高的钢铁产品所存在的微小孔眼、条状缺陷以及擦伤、碰伤、加工挖刀等缺陷的修复。