1) Heating unit with the heated plate and heating core

热板热芯加热装置
2) heating device
加热装置
1.
Design of heating device for magnesium alloy isothermal forging and temperature curve of die;
镁合金等温锻造加热装置的设计及模具温度曲线
2.
The article gives brief introduction of the design principle and structure of the improved heating device in floating-roof storage tank and analysis is carried out on the security and reliability of the high gel point crude oil under the application of intermittent heating condition.
介绍了改进后的浮顶式储罐加热装置的设计原理及结构,对其应用于间歇供热条件下储存高凝油品的安全性与可靠性进行了分析,并用模型罐进行了模拟试验。
3.
This article introduces the anneal process,step,main point of50ton convertor,especially for the installation of heating device,operation and temperature control of anneal heat treatment.
介绍50t转炉炉壳的整体退火工艺过程、步骤、要点,着重介绍了加热装置的安装、操作及退火热处理温度的控制。
3) heating equipment
加热装置
1.
This paper focuses on the influence of the flange and bolt heating equipment on differential expansion of HP casing in 200MW steam turbine.
主要探讨200MW汽轮机组法兰螺栓加热装置对高压缸胀差的影响。
4) heating unit
加热装置
1.
The performance of U-type radiant tube heating unit is studied,and the structures and forms for air distribution board and air distribution loop which are used for achieving grading combustion of burn-er are defined.
实验研究了U型辐射管加热装置的性能。
6) heating-water device
加热水装置
补充资料:金属热处理 :感应加热热处理
用感应电流使工件局部加热的表面热处理工艺。这种热处理工艺常用於表面淬火﹐也可用於局部退火或回火﹐有时也用於整体淬火和回火。20世纪30年代初﹐美国﹑苏联先后开始应用感应加热方法对零件进行表面淬火。随著工业的发展﹐感应加热热处理技术不断改进﹐应用范围也不断扩大。
基本原理 将工件放入感应器(线圈)内(图1 感应加热原理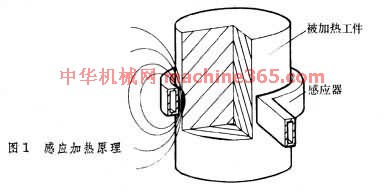 )﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布
)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布 )﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
)﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
分类 根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频 5类。①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。⑤工频感应加热热处理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。(见彩图 差温炉淬火 ﹑ 600毫米直径冷轧辊工频感应加热淬火
﹑ 600毫米直径冷轧辊工频感应加热淬火 ﹑ 大型铸钢件的热处理炉
﹑ 大型铸钢件的热处理炉 ﹑ 真空淬火炉
﹑ 真空淬火炉 )
)
基本原理 将工件放入感应器(线圈)内(图1 感应加热原理
)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布 )﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。 分类 根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频 5类。①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。⑤工频感应加热热处理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。(见彩图 差温炉淬火
﹑ 600毫米直径冷轧辊工频感应加热淬火 ﹑ 大型铸钢件的热处理炉 ﹑ 真空淬火炉 ) 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条