1) Local PWHT for circumferential joints

环缝局部电加热处理
1.
Local PWHT for circumferential joints of hydroreactor afer undertake site rewelded was introduced.
介绍了在用加氢反应器现场焊接修理后的消除焊接残余应力的工艺方法之一———环缝局部电加热处理 ,记述了环缝局部电加热处理的工艺过程 ,并指出了需要注意的事
2) local heat treatment
局部热处理
1.
Effect of heated region on stress relief ratio of local heat treatment on spherical tanks;
加热面积对球罐局部热处理应力消除效果的影响
2.
Effects of local heat treatment by electron beam on microstructure and properties of TC4 titanium alloy welded joint;
电子束局部热处理对TC4钛合金焊接接头组织和性能的影响
3.
Numerical analysis of electron beam welding and local heat treatment combination technology;
电子束焊接及局部热处理复合技术的数值分析
3) electron beam local heat treatment
电子束局部热处理
1.
After electron beam welding,electron beam local heat treatment was applied in GH4133 superalloy as the turbine disk material in this paper.
针对涡轮盘材料GH4133合金,在电子束焊后采用新颖的电子束局部热处理工艺对接头进行热处理。
2.
Combined with numerical calculatoin results,the effects of different electron beam local heat treatment process and different parameters,such as heating width and heating time,on the distribution of welding residual stresses have been analyzed.
利用三维有限元分析软件 ,模拟了BT2 0钛合金薄板焊态和焊后电子束局部热处理的实际焊接温度场以及残余应力的分布。
4) local post weld heat treatment
局部焊后热处理
1.
Optimum heating conditions for local post weld heat treatment(PWHT) of Cr-Mo steel pipe were discussed from the point of view of residual stress using thermal-visco-elastic-plastic finite element method(FEM).
给出了焊接残余应力与局部焊后热处理应力的试验结果与模拟结果的对比。
5) local postweld heat treatment (PWHT)
焊后局部热处理
6) local heating
局部加热
1.
Analysis on runner welding residual stress affected by local heating;
局部加热法影响转轮焊接残余应力的试验分析
2.
Based on transient thermal analysis and average temperature on nodes located in“observed area”,an APDL (ANSYS Parametric Design Language)program tracing the local heating process of sp.
局部补焊修复的球形容器通常采用局部加热来降低焊接残余应力,但局部加热过程本身也会带来相当大的残余热应力。
3.
The application of programed control system of temperature at local heating of insulator for cure bonding is introduced.
介绍了温度程序控制系统在局部加热粘接瓷套中的应用 ,对控制系统的构成、工作原理作了详细的论述。
补充资料:金属热处理 :感应加热热处理
用感应电流使工件局部加热的表面热处理工艺。这种热处理工艺常用於表面淬火﹐也可用於局部退火或回火﹐有时也用於整体淬火和回火。20世纪30年代初﹐美国﹑苏联先后开始应用感应加热方法对零件进行表面淬火。随著工业的发展﹐感应加热热处理技术不断改进﹐应用范围也不断扩大。
基本原理 将工件放入感应器(线圈)内(图1 感应加热原理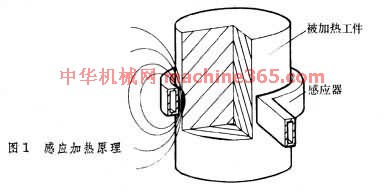 )﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布
)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布 )﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
)﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
分类 根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频 5类。①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。⑤工频感应加热热处理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。(见彩图 差温炉淬火 ﹑ 600毫米直径冷轧辊工频感应加热淬火
﹑ 600毫米直径冷轧辊工频感应加热淬火 ﹑ 大型铸钢件的热处理炉
﹑ 大型铸钢件的热处理炉 ﹑ 真空淬火炉
﹑ 真空淬火炉 )
)
基本原理 将工件放入感应器(线圈)内(图1 感应加热原理
)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布 )﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。 分类 根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频 5类。①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。⑤工频感应加热热处理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。(见彩图 差温炉淬火
﹑ 600毫米直径冷轧辊工频感应加热淬火 ﹑ 大型铸钢件的热处理炉 ﹑ 真空淬火炉 ) 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条