1) Sachs boring test

镗削测试
2) boring
[英]['bɔ:rɪŋ] [美]['bɔrɪŋ]
镗削,镗孔
3) Boring
[英]['bɔ:rɪŋ] [美]['bɔrɪŋ]
镗削
1.
The Air Hydraulic Pressure Cutter Bucking-out System of Boring a Tapered Pinhole in a Piston;
镗削活塞锥形销孔的气液压刀具补偿系统
2.
Research on Fast Prediction of Boring Chatter;
镗削颤振快速预报技术研究
3.
Modeling, Forecasting and Compensating Technology for Machining Error in Boring;
镗削加工误差的建模及预报补偿技术
4) bore
[英][bɔ:(r)] [美][bɔr]
钻削 镗削
5) deep hole boring
深孔镗削
1.
This paper introduced the mechanism of vibration in the process of deep hole boring,developed a dynamic modal of the damping boring bar,optimizing the parameters of the damping system,analyzed the transient dynamic and harmonic response of the damping boring bar.
介绍了深孔镗削加工过程中产生振颤的机理,建立了减振镗杆的动力学模型,在此基础上优化减振系统的参数,并且对减振镗杆进行瞬态动力学和谐响应分析,分析结果表明该减振系统具有良好的减振性能。
2.
Based the characteristic of deep hole boring chatter,a dynamic model of magnetorheological(MR) intelligent boring was established by means of equivalent linearization technique.
针对深孔镗削过程中的颤振问题,提出了一种基于磁流变液的智能镗杆构件,并根据深孔镗削颤振的特点建立了磁流变智能镗杆切削系统的动力学模型。
6) boring
[英]['bɔ:rɪŋ] [美]['bɔrɪŋ]
镗削加工
1.
The present range of boring machine can not meet the needs processing the center hole of shovel cradle.
现有镗床的加工范围不能满足电铲底座架中心孔的加工,在摇臂钻床上加装专用刀杆扩大其加工范围,完成电铲底座架中心孔的镗削加工。
2.
A new method for boring the socket joint base of welded tubes was introduced,and it was featured of time saving and good processing quality.
针对快锅过热管有部分承插焊管座处于上、下联箱之间 ,空间只有 170mm ,加工难度相当大的情况 ,介绍了一种新型的镗削加工方法 ,既节省时间又保证了加工质
3.
Research on Enveloping Boring Method for Inner Spiral Surface of Single Screw Pump Stator;
结合单螺杆泵定子衬套的特殊结构,提出了定子内螺旋曲面加工的新方法即无瞬心包络镗削方法,该方法以螺杆-衬套副的运动原理为依据,以螺杆无瞬心包络铣削加工方法为理论实践基础,利用数控机床实现定子内螺旋曲面廓形的镗削加工。
补充资料:切削加工:镗削
用旋转的单刃镗刀把工件上的预制孔扩大到一定尺寸﹐使之达到要求的精度和表面粗糙度的切削加工。镗削一般在镗床﹑加工中心和组合机床上进行﹐主要用于加工箱体﹑支架和机座等工件上的圆柱孔(见图 镗圆柱孔示意图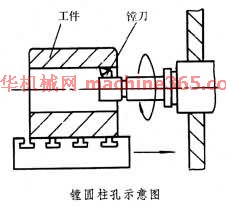 )﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R
)﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R 2.5~0.16微米。
2.5~0.16微米。
镗削时﹐工件安装在机床工作台或机床夹具上﹐镗刀装夹在镗杆上(也可与镗杆制成整体)﹐由主轴驱动旋转。当采用镗模时﹐镗杆与主轴浮动联接﹐加工精度取决于镗模的精度﹔不采用镗模时﹐镗杆与主轴刚性联接﹐加工精度取决于机床的精度。由于镗杆的悬伸距离较大﹐容易产生振动﹐选用的切削用量不宜很大。镗削加工分粗镗﹑半精镗和精镗。采用高速钢刀头镗削普通钢材时的切削速度﹐一般为20~50米/分﹔采用硬质合金刀头时的切削速度﹐粗镗可达40~60米/分﹐精镗可达150米/分以上。
对精度和表面粗糙度要求很高的精密镗削﹐一般用金刚镗床﹐并采用硬质合金﹑金刚石和立方氮化硼等超硬材料的刀具﹐选用很小的进给量(0.02~0.08毫米/转)和切削深度 (0.05~0.1毫米)高于普通镗削的切削速度。精密镗削的加工精度能达到IT7~6﹐表面粗糙度为R0.63~0.08微米。精密镗孔以前﹐预制孔要经过粗镗﹑半精镗和精镗工序﹐为精密镗孔留下很薄而均匀的加工余量。
)﹑螺纹孔﹑孔内沟槽和端面﹔当采用特殊附件时﹐也可加工内外球面﹑锥孔等。对钢铁材料的镗孔精度一般可达IT9~7﹐表面粗糙度为R2.5~0.16微米。 镗削时﹐工件安装在机床工作台或机床夹具上﹐镗刀装夹在镗杆上(也可与镗杆制成整体)﹐由主轴驱动旋转。当采用镗模时﹐镗杆与主轴浮动联接﹐加工精度取决于镗模的精度﹔不采用镗模时﹐镗杆与主轴刚性联接﹐加工精度取决于机床的精度。由于镗杆的悬伸距离较大﹐容易产生振动﹐选用的切削用量不宜很大。镗削加工分粗镗﹑半精镗和精镗。采用高速钢刀头镗削普通钢材时的切削速度﹐一般为20~50米/分﹔采用硬质合金刀头时的切削速度﹐粗镗可达40~60米/分﹐精镗可达150米/分以上。
对精度和表面粗糙度要求很高的精密镗削﹐一般用金刚镗床﹐并采用硬质合金﹑金刚石和立方氮化硼等超硬材料的刀具﹐选用很小的进给量(0.02~0.08毫米/转)和切削深度 (0.05~0.1毫米)高于普通镗削的切削速度。精密镗削的加工精度能达到IT7~6﹐表面粗糙度为R
0.63~0.08微米。精密镗孔以前﹐预制孔要经过粗镗﹑半精镗和精镗工序﹐为精密镗孔留下很薄而均匀的加工余量。说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条