1) drilling machining method

钻削加工方法
2) drilling
[英]['driliŋ] [美]['drɪlɪŋ]
钻削加工
1.
Influence on drilling and choice of tip angle of twist drill;
麻花钻尖顶角对钻削加工的影响
2.
Optimum of drilling parameter;
钻削加工切削参数的优化
3.
After the analysis of the mathematical model of drilling process,fuzzy optimization model,which was represented more reasonable decisions in the practical manufacturing environment,was established by considering the uncertainness of parameters and restriction conditions.
分析了钻削加工的数学表达,采用模糊数学方法描述其中具有模糊性的经验参数与经验约束,建立更符合加工实际的模糊优化模型。
3) drilling operation
钻削加工
1.
Optimization strate-gies and CAM software for the selection of economic cut-ting conditions in drilling operations on CNC machinetools are discussed.
研究了数控机床钻削加工切削用量的计算机辅助优化。
2.
Chip removal is a factor which influences efficiency and quality of drilling in the drilling operation.
钻削加工中的切屑排除问题直接影响钻孔的效率和质量。
4) drilling machinability
钻削加工性
1.
The effects of alumina and carbon fibres volume fraction on the drilling machinability of the hybrid composites were researched.
结果表明:以刀具磨损作为衡量标准,该混杂复合材料的钻削加工性次于基体合金。
2.
The effects of alumina and carbon fibres volume content on the drilling machinability of the hybrid composites were researched .
并讨Al_2O_3和C短纤维含量对该混杂复合材料钻削加工性的影响进行了研究,考察了切削用量、纤维位向对钻削力、刀具磨损和钻削精度的影响规律,并对其影响机理进行了分析。
5) CNC lathe work
数控车削加工方法
6) general lathe work
普通车削加工方法
补充资料:切削加工:钻削
用各种钻头进行钻孔﹑扩孔或锪孔的切削加工。钻孔是用麻花钻﹑扁钻或中心孔钻等在实体材料上钻削通孔或盲孔。扩孔是用扩孔钻扩大工件上预制孔的孔径。锪孔(图1 锪孔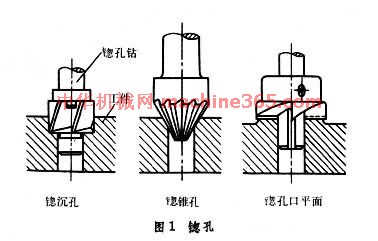 )是用锪孔钻在预制孔的一端加工沉孔﹑锥孔﹑局部平面或球面等﹐以便安装紧固件。钻削方式主要有两种﹕①工件不动﹐钻头作旋转运动和轴向进给﹐这种方式一般在钻床﹑镗床﹑加工中心或组合机床上应用﹔②工件旋转﹐钻头仅作轴向进给﹐这种方式一般在车床或深孔钻床上应用。麻花钻的钻孔孔径范围为0.05~100毫米﹐采用扁钻可达125毫米。对于孔径大于100毫米的孔﹐一般先加工出孔径较小的预制孔(或预留铸造孔)﹐而后再将孔径镗削到规定尺寸。
)是用锪孔钻在预制孔的一端加工沉孔﹑锥孔﹑局部平面或球面等﹐以便安装紧固件。钻削方式主要有两种﹕①工件不动﹐钻头作旋转运动和轴向进给﹐这种方式一般在钻床﹑镗床﹑加工中心或组合机床上应用﹔②工件旋转﹐钻头仅作轴向进给﹐这种方式一般在车床或深孔钻床上应用。麻花钻的钻孔孔径范围为0.05~100毫米﹐采用扁钻可达125毫米。对于孔径大于100毫米的孔﹐一般先加工出孔径较小的预制孔(或预留铸造孔)﹐而后再将孔径镗削到规定尺寸。
钻削时﹐钻削速度v是钻头外径的圆周速度(米/分)﹔进给量f是钻头(或工件)每转钻入孔中的轴向移动距离(毫米/转)。图2 麻花钻的钻削要素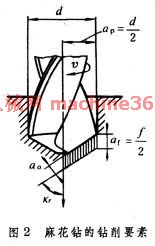 是麻花钻的钻削要素﹐由于麻花钻有两个刀齿﹐故每齿进给量af=f/2(毫米/齿)。切削深度有ap两种﹕钻孔时按钻头直径的一半计算﹔扩孔时按(d-d0)/2计算﹐其中d0为预制孔直径。每个刀齿切下的切屑厚度a0=arsinκr﹐单位为毫米。式中κr为钻头顶角的一半。使用高速钢麻花钻钻削钢铁材料时﹐钻削速度常取16~40米/分﹐用硬质合金钻头钻孔时速度可提高1倍。
是麻花钻的钻削要素﹐由于麻花钻有两个刀齿﹐故每齿进给量af=f/2(毫米/齿)。切削深度有ap两种﹕钻孔时按钻头直径的一半计算﹔扩孔时按(d-d0)/2计算﹐其中d0为预制孔直径。每个刀齿切下的切屑厚度a0=arsinκr﹐单位为毫米。式中κr为钻头顶角的一半。使用高速钢麻花钻钻削钢铁材料时﹐钻削速度常取16~40米/分﹐用硬质合金钻头钻孔时速度可提高1倍。
钻削过程中﹐麻花钻头有两条主切削刃和一条横刃﹐俗称“一尖(钻心尖)三刃”﹐参与切削工作﹐它是在横刃严重受挤和排屑不利的半封闭状态下工作﹐所以加工的条件比车削或其它切削方法更为复杂和困难﹐加工精度较低﹐表面较粗糙。钻削钢铁材料的精度一般为IT13~10﹐表面粗糙度为R 201.25微米﹐扩孔精度可达IT10~9﹐表面粗糙度为R10~0.63微米。钻削加工的质量和效率很大程度上决定于钻头切削刃的形状。在生产中往往用修磨的方法改变麻花钻头切削刃的形状和角度以减少切削阻力﹐提高钻削性能﹐中国的群钻就是采用这种方法创制出来的。
201.25微米﹐扩孔精度可达IT10~9﹐表面粗糙度为R10~0.63微米。钻削加工的质量和效率很大程度上决定于钻头切削刃的形状。在生产中往往用修磨的方法改变麻花钻头切削刃的形状和角度以减少切削阻力﹐提高钻削性能﹐中国的群钻就是采用这种方法创制出来的。
)是用锪孔钻在预制孔的一端加工沉孔﹑锥孔﹑局部平面或球面等﹐以便安装紧固件。钻削方式主要有两种﹕①工件不动﹐钻头作旋转运动和轴向进给﹐这种方式一般在钻床﹑镗床﹑加工中心或组合机床上应用﹔②工件旋转﹐钻头仅作轴向进给﹐这种方式一般在车床或深孔钻床上应用。麻花钻的钻孔孔径范围为0.05~100毫米﹐采用扁钻可达125毫米。对于孔径大于100毫米的孔﹐一般先加工出孔径较小的预制孔(或预留铸造孔)﹐而后再将孔径镗削到规定尺寸。 钻削时﹐钻削速度v是钻头外径的圆周速度(米/分)﹔进给量f是钻头(或工件)每转钻入孔中的轴向移动距离(毫米/转)。图2 麻花钻的钻削要素
是麻花钻的钻削要素﹐由于麻花钻有两个刀齿﹐故每齿进给量af=f/2(毫米/齿)。切削深度有ap两种﹕钻孔时按钻头直径的一半计算﹔扩孔时按(d-d0)/2计算﹐其中d0为预制孔直径。每个刀齿切下的切屑厚度a0=arsinκr﹐单位为毫米。式中κr为钻头顶角的一半。使用高速钢麻花钻钻削钢铁材料时﹐钻削速度常取16~40米/分﹐用硬质合金钻头钻孔时速度可提高1倍。 钻削过程中﹐麻花钻头有两条主切削刃和一条横刃﹐俗称“一尖(钻心尖)三刃”﹐参与切削工作﹐它是在横刃严重受挤和排屑不利的半封闭状态下工作﹐所以加工的条件比车削或其它切削方法更为复杂和困难﹐加工精度较低﹐表面较粗糙。钻削钢铁材料的精度一般为IT13~10﹐表面粗糙度为R
201.25微米﹐扩孔精度可达IT10~9﹐表面粗糙度为R10~0.63微米。钻削加工的质量和效率很大程度上决定于钻头切削刃的形状。在生产中往往用修磨的方法改变麻花钻头切削刃的形状和角度以减少切削阻力﹐提高钻削性能﹐中国的群钻就是采用这种方法创制出来的。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条