1) Coated-Tool

镀层刀具
2) Diamond-coated cutting tools
金刚石镀层刀具
3) coated cutting tool
涂层刀具
1.
The trend of development and status in the research of diamond coated cutting tools are introduced.
本文着重介绍了金刚石涂层刀具的发展动向及现状,并通过金刚石涂层刀具的切削试验表明了金刚石涂层刀具的使用寿命明显高于未涂层的硬质合金刀具,采用金刚石涂层刀具进行切削可以获得更高的表面加工质量和生产率。
2.
The cutting experiments show that the cutter can acquire high surface quality in dry-machining of silicon-aluminum alloy, and the tool life is longer than that of uncoated cutting tool in cutting of quenched steel.
采用dc反应磁控溅射法在硬质合金 (YT15 )上沉积氮化碳超硬涂层 ,将其应用于干切削领域 ,通过对硅铝合金和淬火钢的干式切削试验 ,研究了氮化碳涂层刀具的切削加工性能。
3.
Coated cutting tools are advanced cutting tools with good cutting performance.
涂层刀具是一种先进的切削刀具,由于其优良的切削性能而受到人们的青睐。
4) coated cutter
涂层刀具
1.
According to the complex structure of the shaped hole in a disc of an aircraft engine and the characteristic of the thermal-resistant Nickel-based alloy which is difficult to be machined, the processing tests had been done with the different combination of drilling, milling and grinding process, selection of the new coated cutter and corresponding cutting parameters.
根据航空发动机涡轮盘上异形孔结构复杂及镍基高温合金材料难加工的特点 ,采用钻削、铣削与磨削工艺的不同组合、选用新型涂层刀具和相应的切削参数进行了工艺试验。
2.
In this paper, the cutting performance between the coated cutters and the non coated cutters are compared, and the tests are analyzed.
文章介绍了涂层刀具与未涂层刀具在切削加工中的性能比较及试验分析。
5) cutting tool coating
刀具涂层
1.
Traditional monolayer cutting tool coatings develop into the multi-element and multilayer coatings along with the development of coating technology.
具有高硬度,高耐磨性及抗高温氧化性能的纳米技术刀具涂层是近来研究的热点,并显示出良好的应用前景。
2.
The sorting method of cutting tool coating is put forward and the choice basis of coated cutting tool is analyzed.
提出了刀具涂层的分类方法,分析了涂层刀具的选择依据。
6) coated tool
涂层刀具
1.
In this paper, the dry-cutting tests were carried out by diamond film coated tool on Si-Al alloy and this tool's cutting properties were studied.
文中通过用金刚石薄膜涂层刀具对含硅量不同的硅铝合金进行干切削试验,探讨其切削性能。
2.
Through the cutting experiments in which SiC p/Al composites are machined with CVD thin film diamond coated tools, the influences of cutting parameters, tool materials, geometrical parameters of tools and workpiece materials on the tool wear are studied.
通过用CVD金刚石薄膜涂层刀具切削加工SiC颗粒增强铝基复合材料的试验 ,研究了切削参数、刀具材料、刀具几何参数和工件材料对CVD金刚石薄膜涂层刀具磨损的影响规律 ,同时研究了SiCp/Al复合材料的切削加工性能。
3.
For improving the wear resistance of TiN coated tools, (Ti,Al)N coating were fabricated.
为了提高TiN涂层刀具的耐磨性 ,采用钛铝合金靶 ,以真空阴极电弧沉积法制备了(Ti,Al)N涂层。
补充资料:刀具:锥齿轮加工刀具
专用於切削各种锥齿轮齿形的齿轮加工刀具。锥齿轮加工刀具按被切齿轮的种类可分为直齿锥齿轮刀具﹑弧齿锥齿轮刀具和延长外摆线锥齿轮刀具3类。
直齿锥齿轮刀具 主要有成对刨刀﹑成对铣刀盘﹑拉-铣刀盘和锥齿轮定装滚刀等(图1 直齿锥齿轮刀具 ) 。
。
成对刨刀 常用於加工模数为 0.3~20毫米的直齿锥齿轮。刨刀的齿形角等於被切齿轮的公称压力角﹐刀体上有前角﹐但无后角(见刀具)。工作后角是靠刨刀斜装於刀座而获得。加工时﹐两把刨刀分布在相邻齿槽内加工一个轮齿的两侧面。
成对铣刀盘 工作原理与成对刨刀基本相同(见齿轮加工)﹔但刀盘直径大(150~600毫米)﹑齿数多﹐生產率较刨齿高2~4倍。在加工齿轮时﹐齿数相等的两把铣刀盘在同一齿槽内分别切出左右侧面的齿形。但刀齿互相错开﹐一把铣刀盘的刀齿斜插在另一铣刀盘的两齿间。刀盘的直线切削刃分布在一个3°30左右的凹锥面上﹐因此能方便地切出鼓形齿﹐有利於嚙合。
拉-铣刀盘 用於加工模数为6毫米以下的直齿锥齿轮﹐刀盘直径为400~600毫米。刀体上装有15~17个扇形刀块﹐每块上有4~5个刀齿。粗切刀齿的顶刃逐渐昇高﹐齿昇量约为0.1毫米﹐它们逐渐地切入齿轮的齿槽直到全部深度﹐粗切刀齿部分最后7个刀齿的顶刃没有齿昇量﹐只用於修整齿槽的两侧面和槽底。粗切刀齿一般有18~20个﹐顶刃没有齿昇量。在精切刀齿前的缺口内﹐可安装一把成形刀﹐对齿顶进行倒角。拉-铣刀盘的切削是拉削和铣削的复合过程﹐是粗﹑精加工的混合过程。工作时刀盘一面旋转﹐同时作左﹑右往復移动。刀盘转一转可切好一个齿槽﹐生產率很高。拉-铣刀盘的刀齿均製成半径相等﹑但圆心位置不同的圆弧。刀齿是铲背的﹐用钝后刃磨前面。
锥齿轮定装滚刀 用於在具有专门附件的滚齿机上加工小模数等高齿直齿锥齿轮﹐一般有两个刀齿﹐相隔180°。它们在按一定的速比转动时﹐在两个不同的位置上分别切出齿槽的两侧。
弧齿锥齿轮铣刀盘 又称格利森 (Gleason)铣刀盘﹐用於加工模数为 0.5~15毫米的弧齿锥齿轮。常用的刀盘公称直径为12.7~457.2毫米(1/2~18英寸)﹐共有10个规格。12.7~50.8毫米(1/2~2英寸)的铣刀盘製成整体式﹐直径较大的製成镶齿式(图2 弧齿锥齿轮铣刀盘 )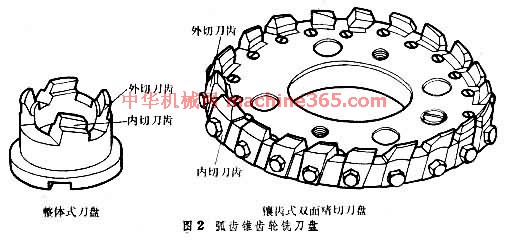 。铣刀盘可分为粗切刀盘和精切刀盘两类。粗切刀盘有双面(装有内切和外切两组刀齿)和三面(装有内切﹑外切和顶切三组刀齿)两种。精切刀盘有单面(仅有内切或外切中的一种刀齿)和双面两种。粗切刀盘要求刀齿多﹑刚性好﹐刀盘背后有支承环承受刀齿的切削力﹔精切刀盘要求精度高﹐有垫片和斜楔﹐可精确调整刀齿的径向位置。各种刀盘上的刀齿切削刃都是直线形﹐有一定的齿形角﹐刀齿须按计算的刀号选用﹐以得到正确的配对齿形﹐并採用铲背式﹐使刀齿重磨后的径向位置和齿形角保持不变。随著高效铣齿机的发展﹐出现了几种新型铣刀盘﹐如粗切用高刚性铣刀盘﹑楔装式铣刀盘﹐此外还有在半滚切法中加工大轮时採用的圆柱刀刀盘和螺旋成形法刀盘等。
。铣刀盘可分为粗切刀盘和精切刀盘两类。粗切刀盘有双面(装有内切和外切两组刀齿)和三面(装有内切﹑外切和顶切三组刀齿)两种。精切刀盘有单面(仅有内切或外切中的一种刀齿)和双面两种。粗切刀盘要求刀齿多﹑刚性好﹐刀盘背后有支承环承受刀齿的切削力﹔精切刀盘要求精度高﹐有垫片和斜楔﹐可精确调整刀齿的径向位置。各种刀盘上的刀齿切削刃都是直线形﹐有一定的齿形角﹐刀齿须按计算的刀号选用﹐以得到正确的配对齿形﹐并採用铲背式﹐使刀齿重磨后的径向位置和齿形角保持不变。随著高效铣齿机的发展﹐出现了几种新型铣刀盘﹐如粗切用高刚性铣刀盘﹑楔装式铣刀盘﹐此外还有在半滚切法中加工大轮时採用的圆柱刀刀盘和螺旋成形法刀盘等。
直齿锥齿轮刀具 主要有成对刨刀﹑成对铣刀盘﹑拉-铣刀盘和锥齿轮定装滚刀等(图1 直齿锥齿轮刀具 )
。 成对刨刀 常用於加工模数为 0.3~20毫米的直齿锥齿轮。刨刀的齿形角等於被切齿轮的公称压力角﹐刀体上有前角﹐但无后角(见刀具)。工作后角是靠刨刀斜装於刀座而获得。加工时﹐两把刨刀分布在相邻齿槽内加工一个轮齿的两侧面。
成对铣刀盘 工作原理与成对刨刀基本相同(见齿轮加工)﹔但刀盘直径大(150~600毫米)﹑齿数多﹐生產率较刨齿高2~4倍。在加工齿轮时﹐齿数相等的两把铣刀盘在同一齿槽内分别切出左右侧面的齿形。但刀齿互相错开﹐一把铣刀盘的刀齿斜插在另一铣刀盘的两齿间。刀盘的直线切削刃分布在一个3°30左右的凹锥面上﹐因此能方便地切出鼓形齿﹐有利於嚙合。
拉-铣刀盘 用於加工模数为6毫米以下的直齿锥齿轮﹐刀盘直径为400~600毫米。刀体上装有15~17个扇形刀块﹐每块上有4~5个刀齿。粗切刀齿的顶刃逐渐昇高﹐齿昇量约为0.1毫米﹐它们逐渐地切入齿轮的齿槽直到全部深度﹐粗切刀齿部分最后7个刀齿的顶刃没有齿昇量﹐只用於修整齿槽的两侧面和槽底。粗切刀齿一般有18~20个﹐顶刃没有齿昇量。在精切刀齿前的缺口内﹐可安装一把成形刀﹐对齿顶进行倒角。拉-铣刀盘的切削是拉削和铣削的复合过程﹐是粗﹑精加工的混合过程。工作时刀盘一面旋转﹐同时作左﹑右往復移动。刀盘转一转可切好一个齿槽﹐生產率很高。拉-铣刀盘的刀齿均製成半径相等﹑但圆心位置不同的圆弧。刀齿是铲背的﹐用钝后刃磨前面。
锥齿轮定装滚刀 用於在具有专门附件的滚齿机上加工小模数等高齿直齿锥齿轮﹐一般有两个刀齿﹐相隔180°。它们在按一定的速比转动时﹐在两个不同的位置上分别切出齿槽的两侧。
弧齿锥齿轮铣刀盘 又称格利森 (Gleason)铣刀盘﹐用於加工模数为 0.5~15毫米的弧齿锥齿轮。常用的刀盘公称直径为12.7~457.2毫米(1/2~18英寸)﹐共有10个规格。12.7~50.8毫米(1/2~2英寸)的铣刀盘製成整体式﹐直径较大的製成镶齿式(图2 弧齿锥齿轮铣刀盘 )
。铣刀盘可分为粗切刀盘和精切刀盘两类。粗切刀盘有双面(装有内切和外切两组刀齿)和三面(装有内切﹑外切和顶切三组刀齿)两种。精切刀盘有单面(仅有内切或外切中的一种刀齿)和双面两种。粗切刀盘要求刀齿多﹑刚性好﹐刀盘背后有支承环承受刀齿的切削力﹔精切刀盘要求精度高﹐有垫片和斜楔﹐可精确调整刀齿的径向位置。各种刀盘上的刀齿切削刃都是直线形﹐有一定的齿形角﹐刀齿须按计算的刀号选用﹐以得到正确的配对齿形﹐并採用铲背式﹐使刀齿重磨后的径向位置和齿形角保持不变。随著高效铣齿机的发展﹐出现了几种新型铣刀盘﹐如粗切用高刚性铣刀盘﹑楔装式铣刀盘﹐此外还有在半滚切法中加工大轮时採用的圆柱刀刀盘和螺旋成形法刀盘等。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条