1) Requirement management tool

需求管理工具
1.
Research and realization of requirement management tool to MIS;
管理信息系统需求管理工具的研究与实现
2) Software Requirement Management tool
软件需求管理工具
3) requirements management tool
需求工具
4) Demand management
需求管理
1.
Multi-dimension data model of demand management in metallurgical enterprise;
冶金企业需求管理多维数据模型
2.
Use Demand Management to Improve the Supply Chain Performance;
运用需求管理提升供应链的绩效
3.
Design and implementation of demand management and integrated sales plan system for iron and steel enterprises
钢铁企业需求管理与综合销售计划系统的设计与实现
5) requirements management
需求管理
1.
Research & Application of Requirements Management Technology in Iterative Development;
迭代开发中需求管理技术的研究与应用
2.
Research and implementation of
requirements management process framework based on CMM2;
基于CMM2级需求管理过程框架的研究与实现
3.
Implementation of Requirements Management Tools in the Requirements Engineering;
需求管理工具在需求工程中的作用
6) requirement management
需求管理
1.
Discussion on Requirement Management in Software Development;
浅议软件开发中的需求管理
2.
Research and realization of
requirement management tool to MIS;
管理信息系统需求管理工具的研究与实现
3.
Design and realization of
requirement management tool in status customization;
基于自定义状态机制的需求管理工具的研究与实现
补充资料:长度测量工具:工具显微镜
以测量显微镜瞄準﹑能在﹑两个坐标内进行测量的通用光学长度测量工具(图1 万能工具显微镜 )。 测量显微镜又称主显微镜。它的分划板上有供瞄準用的米字形﹑螺纹轮廓形和其他形状的标线。工具显微镜是20世纪20年代初期发展起来的﹐初期用於螺纹测量等﹐20年代后期出现万能工具显微镜。70年代以后﹐应用光栅测长技术后出现数字显示工具显微镜。80年代中期出现应用电子计算机技术处理测得数据的工具显微镜。
测量显微镜又称主显微镜。它的分划板上有供瞄準用的米字形﹑螺纹轮廓形和其他形状的标线。工具显微镜是20世纪20年代初期发展起来的﹐初期用於螺纹测量等﹐20年代后期出现万能工具显微镜。70年代以后﹐应用光栅测长技术后出现数字显示工具显微镜。80年代中期出现应用电子计算机技术处理测得数据的工具显微镜。
分类和结构 工具显微镜分小型﹑大型和万能 3种类型﹐其常见的测量范围分别为50×25毫米﹐150×75毫米和200×100毫米。它们都具有能沿立柱上下移动的测量显微镜和坐标工作台。测量显微镜的总放大倍数一般为 10倍﹑20倍﹑50倍和100倍。小型和大型的坐标工作台能作纵向和横向移动﹐一般採用螺纹副读数鼓轮﹑读数显微镜或投影屏读数﹐也有採用数字显示的﹐分度值一般为10微米﹑5微米或1微米。万能工具显微镜的工作台仅作纵向移动﹐横向移动由装有立柱和测量显微镜的横向滑架完成﹐一般採用读数显微镜﹑投影屏读数或数字显示﹐分度值为1微米。工具显微镜的附件很多﹐有各种目镜﹐例如螺纹轮廓目镜﹑双像目镜﹑圆弧轮廓目镜等﹐还有测量刀﹑测量孔径用的光学定位器和将被测件投影放大后测量的投影器。此外﹐万能工具显微镜还可带有光学分度台和光学分度头等。
用途和测量方法 工具显微镜主要用於测量螺纹的几何参数﹑金属切削刀具的角度﹑样板和模具的外形尺寸等﹐也常用於测量小型工件的孔径和孔距﹑圆锥体的锥度和凸轮的轮廓尺寸等。工具显微镜的基本测量方法有影像法和轴切法。影像法﹕利用测量显微镜中分划板上的标线瞄準被测长度一边后﹐从相应的读数装置中读数﹐然后移动工作台(或横向滑架)﹐以同一标线瞄準被测长度的另一边﹐再作第二次读数。两次读数值之差即被测长度的量值。图2 用影象法测量样板尺寸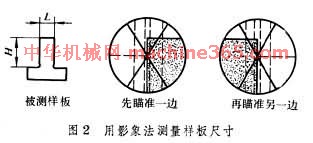 为利用影像法测量样板的L 尺寸。轴切法﹕测量过程与影像法相同﹐但瞄準方法不同。测量时分划板上的标线不直接瞄準被测长度的两边﹐而瞄準与被测长度相切的测量刀上宽度为3微米的刻线﹐以此来提高瞄準精度(见螺纹测量)。
为利用影像法测量样板的L 尺寸。轴切法﹕测量过程与影像法相同﹐但瞄準方法不同。测量时分划板上的标线不直接瞄準被测长度的两边﹐而瞄準与被测长度相切的测量刀上宽度为3微米的刻线﹐以此来提高瞄準精度(见螺纹测量)。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条