|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) two-time wire cutting

二次线切割
1.
The technology of two-time wire cutting taking the place of milling center machining is economical and practical and of high precision.
介绍了盖板零件的成形工艺、模具结构及模具制造工艺 ,用二次线切割取代加工中心 ,经济实用 ,精度
2) second wire cut method
二次切割
1.
The second wire cut method of the application,is enhanced production efficiency and is improved quality.
应用二次切割法,既有利于提高切割效率,又能保证加工质量,也可去除模具零件表面交接点突尖。
3) short cut to length secondary cutting
短定尺二次切割
4) recutter feeding
二次切割喂入
5) multi-cutting
多次切割
1.
Application of multi-cutting technique in high-speed linear cutting machine;
高速走丝线切割机床多次切割技术
2.
The analyses about multi-cutting conditions in WEDM-HS were given and some methods to assure steady multi-cutting were also discussed.
分析了高速走丝电火花线切割机床多次切割的条件及进行稳定多次切割需采取的措施,通过对机床机械结构及控制系统功能的改进与完善,采用洗涤性能良好的复合工作液,成功研制出具有稳定多次切割功能的商品化机床。
3.
Based on a number of factors influencing on the multi-cutting of Wire Electric Discharge - High Speed (WEDM-HS),an orthogonal experiment was performed to study the influence of pulse width,pulse interval,current peak, wire speed,the working fluid and the offset of the electrode wire on the processing efficiency and surface roughness for three-time cutting of WEDM-HS.
针对影响往复走丝电火花线切割多次切割的因素较多,采用正交试验的方法,进行放电脉宽、脉间、峰值电流、运丝速度、工作液及每次切割的偏移量对往复走丝电火花线切割3次切割的影响试验,确定影响加工效率和加工表面粗糙度的显著影响因素水平,优化加工参数,进行5次切割试验验证,获得工件加工表面粗糙度Ra0。
6) sequential cut off
顺次切割
补充资料:CAXA-V2线切割软件在DK7725e线切割机床上的应用
目前我国有大量的装有早期操作系统的数控设备,如何对其进行升级使这些设备重新焕发青春是摆在大家面前的一个很重要的问题。本文所介绍的正是这样的一个实例,文中所叙述的内容不仅对同类设备的改造具有现实意义,而且对其他类似设备的升级也有一定的借鉴作用。 苏州三光的DK7725e线切割机床的操作系统是基于DOS平台上的,而CAXA-V2线切割软件是在Windows 98平台上开发的应用软件。显然,我们无法直接将CAXA-V2线切割软件安装到DK7725e线切割机床的操作系统中。解决这一问题的关键是寻找二者的共同之处,那就是机床的后置处理和传输功能单元,即G代码程序。 一、CAXA-V2线切割软件方面的操作 1.进入绘图界面 在装有CAXA-V2线切割软件的计算机桌面上点击图标,进入该软件的绘图界面。 2.绘制零件图
在软件的绘图区域中绘制线切割加工零件图,如图1所示。
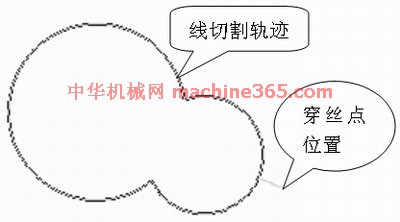
图1 线切割加工零件 3.生成加工轨迹 利用“轨迹生成”指令,生成线切割加工零件的加工轨迹,同时确定穿丝点位置和补偿量。 4.添加后置处理 由于CAXA-V2线切割软件并未提供DK7725e线切割机床的“后置处理和传输”,需要手工添加,具体操作过程如下: (1)点击CAXA-V2线切割软件的“后置处理和传输”图标,绘图区会弹出一个对话框。
(2)选中“增加机床”图标,在弹出的对话框中用键盘输入“BKDC”后,按确定键返回,如图2所示。
(3)在“后置处理和传输”的对话框中,按苏州三光的DK7725e线切割机床的“后置处理和传输”参数,手工输入相应的参数和指令,如图3所示。
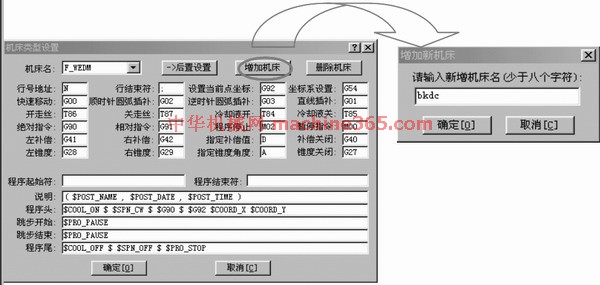

图3 机床类型设置
(4)在“后置处理和传输”的对话框中点击“后置处理设置”后,相应地也会弹出一个对话框。该对话框中的参数要求也按苏州三光的DK7725e线切割机床的“后置处理设置”参数来设置,如图4所示。

图4 后置处理设置 5.生成G代码 完成上述设置后,点击“代码生成”指令,选择“G代码生成”后,再选中线切割加工零件的加工轨迹,该轨迹图线将由绿色变为红色,最后点击鼠标右键,弹出记事本对话框显示相应的G代码加工程序,如图5所示。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|