|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) flexural-torsional buckling

弯曲扭转屈曲
1.
This paper represents the analytical process and manual calculation method of the flexural-torsional buckling behavior of thin-walled structure with monosymmetric cross-section in fire condition.
基于著名的Rankine公式研究了火灾情况下单轴对称薄壁热轧槽钢柱弯曲扭转屈曲的计算特性,提出了一种用于计算薄壁槽钢柱抗火性能的方法。
2) flexural-torsional buckling
弯扭屈曲
1.
Wagner effect in flexural-torsional buckling of open-profile thin-walled columns;
开口薄壁柱弯扭屈曲时的Wagner效应问题研究
2.
The flexural-torsional buckling of thin-wall open compression members with twin axes eccentrically connecting with multiple elastic supports is studied.
研究了有双轴对称截面开口薄壁压杆与多个弹性支承偏心连接时的弯扭屈曲,把作用在开口薄壁压杆上的弹性支承去掉,代之以相应的未知外力和未知扭矩,采用Laplace变换推导出了开口薄壁压杆弯扭屈曲的位移函数,求得了其弯扭屈曲的特征方程。
3.
Based on the theory of nonlinear finite element of plate and shell,a finite element method of elasto-plastic flexural-torsional buckling of steel members under cyclic loading was presented,and a nonlinear analysis program was complied.
根据板壳非线性有限元基本理论 ,提出了压弯钢构件在循环荷载作用下弹塑性弯扭屈曲分析的有限单元法 ,并编制了计算程序 ,通过将计算结果和其他分析比较 ,对本文的理论进行了验证。
3) torsional buckling
扭转屈曲
1.
This paper investigates the torsional buckling of double-wall carbon nanotubes on the basis of the elastic shell model.
基于弹性壳体模型对双层碳纳米管的扭转屈曲问题进行了研究,计及层间范德华力的影响,建立了双层碳纳米管扭转屈曲的临界条件,并进行了数值计算。
2.
Axial steel struts of crisscross section need to be checked on torsional buckling.
十字形截面轴心钢压杆有必要进行扭转屈曲的验算,计算方法宜采用换算长细比法。
3.
On the basis of the Vlasov s differential equation for torsional buckling of thin walled bars, a generalized eigenvalue problem for tripping of stiffeners was derived by using the Galerkin s method.
在 Vlasov导出的一般薄壁杆件扭转屈曲微分方程式的基础上 ,利用迦辽金法导出计算扭转屈曲临界应力的广义特征值问题 。
4) bending-torsion
弯曲扭转
1.
An effective method for settling bending-torsion was proposed.
分析了铜导条零件的冲压工艺及设计制造难点,阐述了排样设计、模具结构特点及关键零件设计,提出了一种解决弯曲扭转现象的有效方法,对同类零件的模具设计有一定的借鉴作用。
5) torsional bending
扭转弯曲
6) Torsional postbuckling
扭转后屈曲
补充资料:弯曲扭转复合模
青岛建筑工程学院机电学院(山东青岛 266033) 田福祥
[摘要]弯曲扭转复合成形有一定难度。本文给出了实用的弯曲扭转复合模结构,论述了模具工作原理。该复合模采用垂直浮动模块和水平移动滑块,在压力机一次行程中完成弯曲、扭转和矫正工序。工作效率高,成形零件精度高。
关键词 弯曲 扭转 复合模
1 成形零件和模具结构
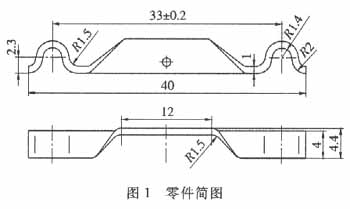
图l是某一电器产品上的零件,材料为08钢,厚度为1mm,生产批量大。该零件成形包含两端圆弧的弯曲工序和中部90度的扭转工序。该零件的弯曲扭转复合模结构如图2所示,用在J23—25型机械压力机上,使零件一次冲压成形。
2模具工作过程
(1)模具初始状态和毛坯定位。冲压前,浮动模块10在橡胶(装在下模座13的下面,图面所限,图中未示出)弹顶力和围框4作用下处于其上极限位置,滑块12在弹簧14和浮动模块lo作用下处于其偏离模具中心的极限位置(参见图2的左视图)。橡胶的最小弹顶力(橡胶被上模压缩变形初始时刻的张力,等于橡胶的预紧力)必须大于工件两端圆弧弯曲成形所需的压力。毛坯放在浮动模块10上,靠定位板8和9定位。
(2)两端圆弧弯曲。上模下行,先由凸模6与浮动模块10使工件两端圆弧成形。此时,橡胶未被压缩(模具装配时的预压变形除外),浮动模块10和滑块12静止不动,仍处于其初始位置。
(3)中间部分扭转。上模继续下行时,在凸模6和两个螺杆7压力作用下,浮动模块下移(橡胶被压缩),工件则被凸模6和浮动模块lo夹持着下移,工件中间部分沿滑块12上端斜面扭转90’。
(4)工件矫正整形。随着上模继续下行,浮动模块10下端斜面使滑块12向中心移动,将下件矫正整形,使工件最终成形。
(5)工件出模。上模上升,工件留在浮动模块10上,橡胶的弹顶力将浮动模块顶至具上极限位置,操作者从浮动模块上取下上件。
3 几点说明
(1)凸模的固定。由于凸模6的横截面轮廓为长方形(非圆形),且尺寸较小,故采用铆接固定工艺。装配时将八模6的底面铆开,然后磨平。
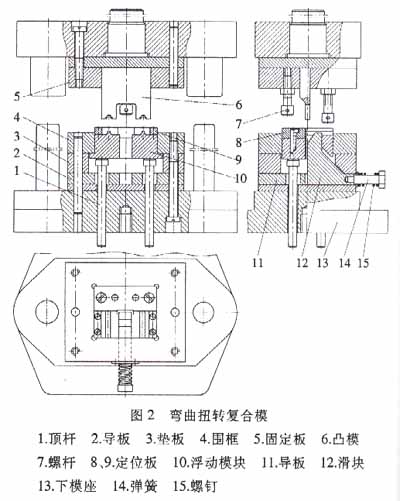
(2)螺杆的作用。凸模6与浮动模块10将下件两端圆弧成形后,上模需克服掘胶弹顶力推着浮动模块10继续下行。由于凸模与浮动模块的接触面很窄,凸模截面积小,如果上模仅通过凸模推浮动模块下移,则可能导致二种情况发生:其一固浮动模块上、下受力位置不对称,模块受力不均衡,使模块偏斜。其二,凸模受力太强,易损坏。为此,在上模的固定板5上增加两个螺杆7,两个螺杆位置关于模具中心对称,其下端一高低(分别与定位板8的上平面和浮动模块10的上平面相对应)。在工件两端圆弧成形后,两个螺杆同时分别接触定位板8和浮动模块10,并与凸模6一起克服橡胶弹顶力,推着浮动模块10下移,以保证浮动模块受力均衡,下移平稳,不发生偏斜。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|