|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) complex hull part

复杂壳体类零件
1.
According to the configuration ch ar acter,this paper proposes a way to build the3dimension parameter model of the complex hull parts in aeroengine.
该文根据航空发动机复杂壳体类零件的结构特点,利用特征集的思想,把复杂零件分解成若干类似零件的“小零件”,再通过特征简化和特征分解,把零件分解为一个个具体特征,建立起零件的特征树,然后按照层次关系分析每个特征的基准,构造出零件的基准体系框架,从而实现三维建模,形成了一套航空发动机复杂壳体类零件参数化建模的方法。
2) aero-shell Part
航空壳体类零件
3) complex shelly product
复杂壳体制件
4) complex components
复杂零件
1.
Research on GT Coding System Oriented to Complex Components and Its Integration with CAPP;
面向复杂零件成组编码系统及其与CAPP集成的研究
2.
Key problems of complex components variant CAPP system based on group technology;
复杂零件派生式CAPP中若干关键问题
3.
This article mainly elaborated the complex components pattern analysis method, the determination complex components craft datum, the processing method and the cutting specifications, as well as establishment milling circular arc tooth great procedure.
主要论述了复杂零件的图样分析方法、确定复杂零件的工艺基准、加工方法和切削用量,以及编制铣削圆弧齿的宏程序。
5) Complicated parts
复杂零件
1.
Study on Key Technologies of Supporting Complicated Parts Fast, Flexible & Exact Machining and Its Application;
支持复杂零件快速、柔性和精密制造的关键技术研究与应用
2.
Study on Key Technologies of Supporting Complicated Parts Numerical Machining and Its Application;
支持复杂零件数字化制造的关键技术研究与应用
6) complex parts
复杂零件
1.
In order to solve the rapid manufacturing process (RMP) of complex parts based on stereolithography (SL) pattern.
随着全球SL设备交易量的增长,SL技术在复杂零件快速制造中的应用成为研究的热点。
补充资料:壳体零件的复合挤压
[摘要]介绍了壳体事件的挤压复合成形工艺,分析了挤压加工与机加工两种加工方法的材料利用率,设计计算了壳体零件的挤压件田,并设计了模具结构。
[关键词]:壳体零件;复合挤压模;材料利用率
军工产品壳体零件如图1所示,该零件外径的尺寸精度为O.12mm,表面粗糙度要求较高,零件材料为高强度硬铝2A12。其成份为:铜3.9%-4.8%;镁1.2%-1.6%;锰O.3%-O.9%;其余为铝。这种材料可以进行热处理强化,有较高的强度和耐热性。
该零件如果用机加工制造.不仅需要添置较多的机加工设备,而且加工时间长,浪费材料。采用挤压加工工艺不仅流程简单,生产操作方便,而且金属的力学性能良好。 可以把该零件分为上、中、下3段圆环,用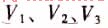 ,分别表示上、中、下3段圆环的体积。该零件总的体积V为: ,分别表示上、中、下3段圆环的体积。该零件总的体积V为: 
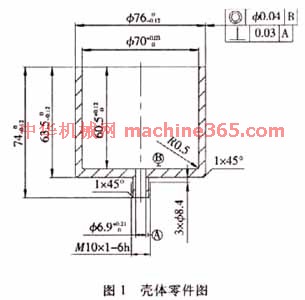
如果该零件机加工,假定单边加工余量为1.5mm,应该采用∮79×77mm的坯料,其体积为377429mm3。如果采用挤压加工,需要坯料有良好的流动性,所以在挤压前需要对坯料进行软化退火处理。其具体的退火热处理过程为:加热至410℃,保温6h,炉冷到150℃然后再空冷,这样软化处理后的硬度为53HB。退火热处理后的坯料,投有时效硬化现象,对于以后的冷挤压工序有利。 该壳体零件呈上杯下杆型,可进行复合挤压成型。挤压件底部厚度可以达到设计要求,不再需要机加工,大大节省了材料和工作量。零件的杆部为M10mm螺纹,无法挤压成型,可以后续机加工。 另外,在设计挤压件时要注意增加MlOmm杆部直径。因为如杆部太细,即使挤压件挤压成功,挤压件被顶料杆顶出时,也会在顶料力的作用下严重变形,使产品不合格。将杆部适当放粗至∮16mm。杆部的内孔直径为∮6.9mm,不宜挤压成型。因为如凸模工作部份顶墙尺寸太小,在挤压过程中容易断裂。 由于金属的各向异性,杯口部分不一定平整,所以要在杯的高度留加工余量1.5mm,以保证零件的外形尺寸。 挤压件如图2所示。 
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|