|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) hard scratch

硬擦伤
2) scuffing
[英][skʌf] [美][skʌf]
擦伤
1.
With the simulated result and theline test,some of factors which affect the wheel/rail force are discussed,andsOn1e of relationships between the shapes Of scuffing wheeltread and thewheel/rail force are established.
应用车辆-轨道耦合动力学原理,对由踏面擦伤引起的轮轨间非稳态垂向动力效应进行计算机模拟分析;并结合试验讨论了影响轮轨接触力的诸因素,建立了轮轨接触力与踏面擦伤形状之间的关系;对踏面擦伤的线检测仪器的开发提供了理论依据。
3) abrasion
[英][ə'breɪʒn] [美][ə'breʒən]
擦伤
1.
Analysis of the cause of edge abrasion mark of upper work roll of temper rolling mill and its preventive measures;
平整机上工作辊边部擦伤原因及防止措施
2.
The detection equipment of tread abrasion and data analysis;
车轮踏面擦伤检测装置及数据分析
3.
Study on wheel/rail anti- abrasion of AC-DC drive electric locomotive
关于交直流传动电力机车轮轨防擦伤的研究
4) scratch
[英][skrætʃ] [美][skrætʃ]
擦伤
1.
A set of film fracture apparatus has been designed on the basis of traditional scratching electrode experiment theory.
根据传统擦伤电极试验原理,自行设计了一套用于薄膜材料钝化过程研究的装置,由于它采用的是断裂方式产生裸表面,因而克服了传统擦伤方式裸表面逐渐暴露于介质的弱点,能直接测量到真实反映钝化过程的电流衰减曲线。
2.
The development of the inspection system for wheel tread scratches abroad is summarized; The fundamental structure and principle of the computer inspection system for wheel tread scratches on the basis of vibration, noise, the key technical points in development and the testing in field are described.
总结了国外研制车轮踏面擦伤检测系统的情况 ;介绍了以振动、噪声为基础的踏面擦伤微机检测系统的基本结构和原理 ,研制的关键技术问题及在现场试验的情况等。
5) scrape
[英][skreɪp] [美][skrep]
擦伤
1.
Skidding Scrape Diagnosis of Rolling Bearing Based on Fuzzy Neural Network;
基于模糊神经网络的滚动轴承滑动擦伤诊断
2.
Study on the Signal Processing Algorithm for Tread Surface Scrapes of Rail Wheelsets
列车车轮踏面擦伤信号处理算法研究
3.
The scrape of the tread surface can be measured without touch it in real time by the new method.
提出一种基于结构光视觉传感的轮对踏面擦伤检测新方法。
6) Scuffing failure
擦伤
1.
Scuffing failure phenomenon of piston ring cylinder liner is studied theoretically and experimentally.
基于模拟试验和理论分析研究了活塞环-缸套的擦伤问题,测量了在不同的内燃机转速、润滑油及环境温度下发生擦伤的载荷及表面本体温度。
2.
The scuffing failure of piston ring-cylinder liner is investigated by bench test.
基于台架试验研究了活塞环-缸套的擦伤问题,测量了在不同发动机转速、不同润滑油及不同材质配对情况下发生擦伤时的极限载荷和表面本体温度;同时通过对实验结果进行分析,为实现活塞环-缸套的防擦伤设计提供了基础。
补充资料:超硬刀具及其在硬车削加工中的应用
随着现代科学技术的发展,各种高硬度的工程材料越来越多地被采用,而传统的车削技术难以胜任或根本无法实现对某些高硬度材料的加工。涂层硬质合金、陶瓷、PCBN等超硬刀具材料因其具有很高的高温硬度、耐磨性和热化学稳定性,这为高硬度材料的切削加工提供了最基本的前提条件,并在生产中取得了明显效益。 超硬刀具及其选用 超硬刀具采用的材料及其刀具结构和几何参数是实现硬车削的基本要素,因此,如何选择超硬刀具材料,设计出合理的刀具结构和几何参数对稳定实现硬车削是十分重要的。 1,超硬刀具材料及其选用 涂层硬质合金 在韧性较好的硬质合金刀具上涂覆1层或多层耐磨性好的TiN、TiCN、TiAlN和Al3O2等,涂层的厚度为2~18µm,涂层通常具有比刀具基体和工件材料低得多的热传导系数,减弱了刀具基体的热作用;另一方面能有效地改善切削过程的摩擦和粘附作用,降低切削热的生成。 涂层按生成方法可分为物理气相沉积(PVD)与化学气相沉积(CVD)2种。PVD涂层(2~6µm)主要包括TiN、TiCN、TiAlN等,其成分还在不断地增加,如TiZrN。TiN和TiC涂层的最高压力分别可达到3580MPa和3775MPa,TiAlN涂层因缺乏可靠的弹性模量数据而得不到准确的压应力值,高速切削实验结果表明TiAlN性能最好。图1为这3种涂层硬度随温度变化的情况,在室温下硬度最高,当温度超过[Y;\时,TiAlN涂层的硬度高于TiCN和TiN涂层。图2为加工镍基高温合金Inconel178时用2种切削速度v1=193.5m/min和v2=380m/min条件下的刀具寿命,实验表明TiCN和TiAlN涂层的切削性能明显优于TiN涂层。 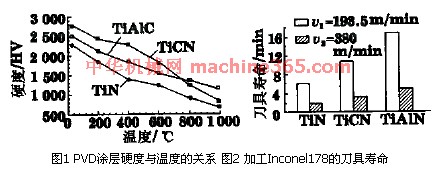
尽管PVD涂层显示出很多优点,但一些涂层如Al2O3和金刚石则倾向于采用CVD涂层技术。Al2O3是一种耐热和抗氧化很强的涂层,它能够将刀具体和切削产生的热量隔离开。通过CVD涂层技术,还可以综合各种涂层的优点,以达到最佳的切削效果,满足切削加工的需要。例如。TiN具有低摩擦特性,可减少涂层组织的损耗,TiCN可降低后刀面的磨损,TiC涂层硬度较高,Al2O3涂层具有优良的隔热效果等。
涂层硬质合金刀具与硬质合金刀具相比,无论在强度、硬度和耐磨性方面均有了很大提高。车削硬度在HRC45~55的工件,低成本的涂层硬质合金可实现高速车削。近年来,一些厂家应用改进涂层材料等方法,使涂层刀具的性能有了极大的提高。如美、日的一些厂家采用瑞士AlTiN涂层材料和新涂层专利技术生产的涂层刀片,硬度高达HV4500~4900,可在498.56m/min的速度时切削硬度HRC47~58的模具钢。在车削温度高达1500~1600°C时仍然硬度不降低、不氧化,刀片寿命为一般涂层刀片的4倍,而成本只有30%,且附着力好。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|