|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) toolbar
[英]['tu:lbɑ:(r)] [美]['tul'bɑr]

工具条
1.
Visual C++ is used to design MFC (Microsoft Foundation Class) sequence-based ObjectARX application interface, including the general methods to create user menu,model and modeless dialog box as well as toolbar.
论述了在VisualC++环境下,设计基于MicrosofotFoundationClass的ObjectARX应用程序界面,包括创建用户菜单、模式与无模式的对话框以及工具条的一般方法,并研究了避免MFC资源与AutoCAD资源相冲突的方法,实现应用程序界面与AutoCAD环境的无缝连接,以及用户如何在自己定义的菜单及对话框中发布AutoCAD绘图命令的方法;此外,讨论了以面向对象技术,在AutoCAD图形数据库中实现建筑或机械标准部件有效存储的方法。
2.
According to characteristics of mining plan element and combining the function of AutoCAD Macro to be great to toolbar,the principle of AutoCAD Macro to be great to toolbar is introduced.
根据采矿图元的特点,结合AutoCAD宏实现快捷工具条的功能,介绍了AutoCAD宏实现快捷工具条的一般原理,着重分析了采矿图元快捷工具条的实现途径和具体方法,并且结合实际要求,说明了采矿图元快捷工具条的优点及实用性。
3.
Its main function was following:multi-thread design, cartoon interface implementing,show and hide the soft toolbar.
0MFC开发Win32Application标准窗口的程序 该程序实现了藏文字输入平台的界面设计 ,其主要功能是多线程设计 ,执行动画封面 ,软件工具条的隐藏与显
2) rack-kind tool
齿条工具
3) tool qualification
工具条件
4) Dynamic Toolbar
动态工具条
5) Static Toolbar
静态工具条
6) Toolbar button
工具条按钮
补充资料:长度测量工具:工具显微镜
以测量显微镜瞄準﹑能在﹑两个坐标内进行测量的通用光学长度测量工具(图1 万能工具显微镜 )。 测量显微镜又称主显微镜。它的分划板上有供瞄準用的米字形﹑螺纹轮廓形和其他形状的标线。工具显微镜是20世纪20年代初期发展起来的﹐初期用於螺纹测量等﹐20年代后期出现万能工具显微镜。70年代以后﹐应用光栅测长技术后出现数字显示工具显微镜。80年代中期出现应用电子计算机技术处理测得数据的工具显微镜。 测量显微镜又称主显微镜。它的分划板上有供瞄準用的米字形﹑螺纹轮廓形和其他形状的标线。工具显微镜是20世纪20年代初期发展起来的﹐初期用於螺纹测量等﹐20年代后期出现万能工具显微镜。70年代以后﹐应用光栅测长技术后出现数字显示工具显微镜。80年代中期出现应用电子计算机技术处理测得数据的工具显微镜。
分类和结构 工具显微镜分小型﹑大型和万能 3种类型﹐其常见的测量范围分别为50×25毫米﹐150×75毫米和200×100毫米。它们都具有能沿立柱上下移动的测量显微镜和坐标工作台。测量显微镜的总放大倍数一般为 10倍﹑20倍﹑50倍和100倍。小型和大型的坐标工作台能作纵向和横向移动﹐一般採用螺纹副读数鼓轮﹑读数显微镜或投影屏读数﹐也有採用数字显示的﹐分度值一般为10微米﹑5微米或1微米。万能工具显微镜的工作台仅作纵向移动﹐横向移动由装有立柱和测量显微镜的横向滑架完成﹐一般採用读数显微镜﹑投影屏读数或数字显示﹐分度值为1微米。工具显微镜的附件很多﹐有各种目镜﹐例如螺纹轮廓目镜﹑双像目镜﹑圆弧轮廓目镜等﹐还有测量刀﹑测量孔径用的光学定位器和将被测件投影放大后测量的投影器。此外﹐万能工具显微镜还可带有光学分度台和光学分度头等。
用途和测量方法 工具显微镜主要用於测量螺纹的几何参数﹑金属切削刀具的角度﹑样板和模具的外形尺寸等﹐也常用於测量小型工件的孔径和孔距﹑圆锥体的锥度和凸轮的轮廓尺寸等。工具显微镜的基本测量方法有影像法和轴切法。影像法﹕利用测量显微镜中分划板上的标线瞄準被测长度一边后﹐从相应的读数装置中读数﹐然后移动工作台(或横向滑架)﹐以同一标线瞄準被测长度的另一边﹐再作第二次读数。两次读数值之差即被测长度的量值。图2 用影象法测量样板尺寸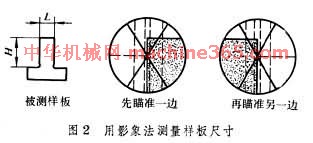 为利用影像法测量样板的L 尺寸。轴切法﹕测量过程与影像法相同﹐但瞄準方法不同。测量时分划板上的标线不直接瞄準被测长度的两边﹐而瞄準与被测长度相切的测量刀上宽度为3微米的刻线﹐以此来提高瞄準精度(见螺纹测量)。 为利用影像法测量样板的L 尺寸。轴切法﹕测量过程与影像法相同﹐但瞄準方法不同。测量时分划板上的标线不直接瞄準被测长度的两边﹐而瞄準与被测长度相切的测量刀上宽度为3微米的刻线﹐以此来提高瞄準精度(见螺纹测量)。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|