
在FANUC数控系统中,数控车床螺纹切削循环加工有两种加工指令:G92直进式切削和G76斜进式切削。由于切削刀具进刀方式的不同,使这两种加工方法有所区别,各自的编程方法也不同,工件加工后螺纹段的加工精度也有所不同。
一、 编程指令介绍
1. G92
(1)指令格式
G92 X(U)_Z(W)_R_F_
(2)指令功能
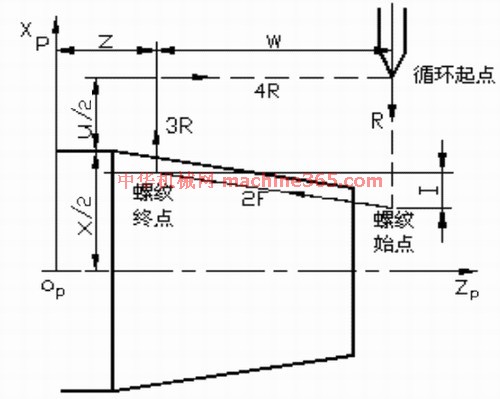
切削锥螺纹(包含圆柱螺纹),刀具从循环起点,按图1所示的走刀路线,最后返回到循环起点。图中虚线表示按R快速移动,实线按F指定的进给速度移动。
(3)指令说明
X、Z表示螺纹终点坐标值;U、W表示螺纹终点相对循环起点的坐标分量;R表示锥螺纹始点与终点在X轴方向的坐标增量(半径值),圆柱螺纹切削循环时R为零,可省略;F表示螺纹导程。
(4)进刀方式
在G92螺纹切削循环中,螺纹刀以直进的方式进行螺纹切削。总的螺纹切削深度(牙高)一般以常量值进行分配,螺纹刀双刃参与切削。每次的切削深度一般由编程人员在编程时给出,如图2所示。
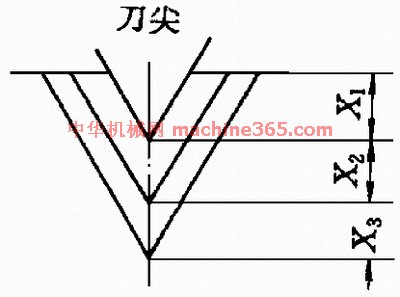
图2 直进式加工
2. G76
(1)指令格式
G76 P m r a QΔdmin Rd
G76 X(U) Z(W) Ri Pk QΔd Ff
(2)指令功能
该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线如图3所示。
(3)指令说明
m表示精加工重复次数;r表示斜向退刀量单位数(0.01~9.9f,以0.1f为一个单位,用00~99两位数字指定);a表示刀尖角度;Δdmin表示最小切削深度,当切削深度Δdn小于Δdmin,则取Δdmin作为切削深度;X表示D点的X坐标值;U表示由A点至D点的增量坐标值;Z表示D点Z坐标值;W表示由C点至D点的增量坐标值;i表示锥螺纹的半径差;k表示螺纹高度(X方向半径值);d表示精加工余量;F表示螺纹导程;Δd 表示第一次粗切深(半径值)。