1) Methods of superovulation

超排方法
2) priorities of suppermatricx
超矩阵排序方法
3) ovarian stimulation protocols
超排方案
1.
Telomeric probe of 21qter was used by standard FISH procedures to study chromosome 21 aneuploidy in the human oocytes failing to fertilize in vitro ,to analyze the relationship between the different women′s age,IVF indications,ovarian stimulation protocols and the frequency of chromosome 21 aneuploidy .
采用荧光原位杂交技术 ,选用人类 2 1号染色体端粒探针 ( 2 1 qter) ,检测人类体外未受精卵的 2 1号染色体非整倍体发生率 ,并比较非整倍体率与 2 5~ 30岁和 31~ 35岁这两个女性年龄组、IVF指征、超排方案之间的关系 。
4) reassignment
重排方法
1.
A reassignment method for nonstationary time-frequency joint analysis is introduced.
介绍了非平稳信号时频联合分析中的重排方法。
2.
In this paper, the reassignment method is used to adjust the time-frequency spectrum.
文章利用重排方法对时频变换后的时频谱图进行处理,通过仿真可以看出,重排后时频谱图具有良好的时频聚集性,频率分辨率损失(RL)最大可以改善6dB左右,提高了时频谱图的可读性。
5) Drainage rock method
排土方法
6) solution
[英][sə'lu:ʃn] [美][sə'luʃən]
排除方法
1.
Common fault of automobile clutch and its solutions;
汽车离合器常见故障及排除方法
2.
This paper analyzes the basic structure,work principle,usages and notice items of PC-60 air plasma arc cutting machine,and lists the common trouble phenomena,causes and solutions.
分析了PC-60型空气等离子弧切割机的基本结构、工作原因、使用方法和注意事项;例举了其常见故障现象、产生原因和排除方法。
3.
This paper analyzes the causes for excessive friction and presents solutions to thc problem.
本文分析了造成啃轨的原因及排除方法。
补充资料:冲裁的排样方法
(一) 排样:
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
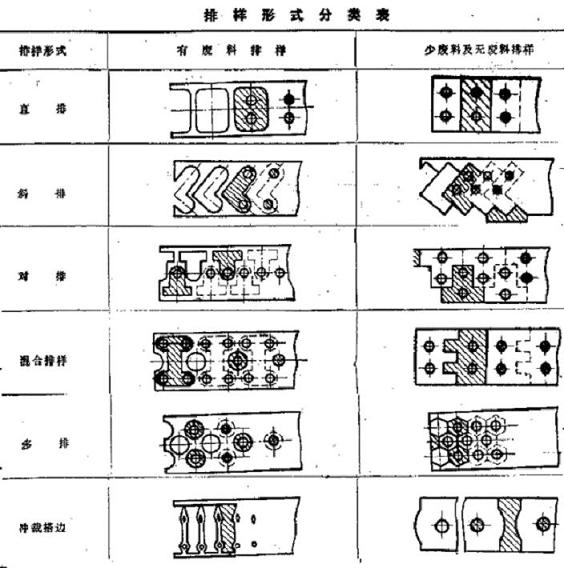
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。

直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。
此主题相关图片如下:
直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条