1) system-level power optimization

系统级功耗优化
2) system level power dissipation
系统级功耗
3) system level power model
系统级功耗模型
4) power optimization
功耗优化
1.
The software power optimization scheme was experimentally validated on a wide range of embedded software rou.
选用指令级能耗评估模型,提出和验证了一种基于指令聚类与指令调度的功耗优化方案。
2.
In this paper, a method of power optimization based on form of design of switch-capacitance circuit is proposed.
文中提出基于开关电容电路设计形式的功耗优化方法。
3.
Since much work has been done on power optimization techniques at all stage of the design process, this paper mainly study on how to reduce the power dissipation in logic stage of circuit design.
功耗优化技术可以在芯片设计的各个层次展开,本文主要研究如何在逻辑层降低电路功耗。
5) optimization in system level
系统级优化
6) low-power optimization
低功耗优化
1.
With the design of complier system and optimization for its low-power in compiling, the low-power optimization strategy for VLIW instruction bus is implemented in the compiler backend.
针对编译器系统设计和编译中的低功耗优化,基于可重定向编译器,实现在编译器后端对VLIW指令总线进行功耗优化的策略。
补充资料:级进模优化设计软件--Topsolid Progress
北京宇航计算机软件有限公司(北京 100083)
由于目前大多数级进模设计是建立在二维平面设计的基础上,因此,只能设计简单钣金零件的级进模(例如电机的矽钢片级进模等),很难与其他生产环节相关联,实现数据模型无缝共亨。法国Missler公司在TopSolid的基础上,推出完全集成的TopSolid/Progress级进摸设计模块,该模块遵循级进模设计规范,实现了产品数据模型的共享,使得级进模设计过程更加形象直观、方便高效。下面就针对TopSolid/Progress,级进模设计模块作简单介绍。
TopSolid是世界上屈指可数的级进棋设计与CAD/CAM完全集成的系统之一。它的级进模设计模块Topsolid/Progress包含了于艺设计和模具设计两大部分。
1 工艺设计
从钣金件的调用与识别,到设计每个工位的成形工艺,形成凹凸模,到最后设计模架以从绘出二维工程图纸,工艺设计见决定模具成败的重要环节。
1.1 工位定义
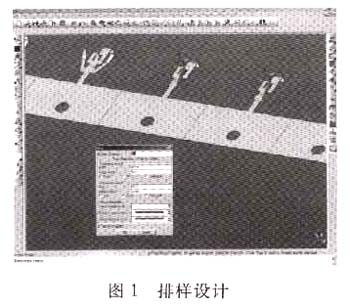
级进模设计首先进行的是零件的排样(图1),在Topsolid/Progress中可以按设计需求对各种零件进行排样。然后是产品成形工艺设计,设汁者可以任意指定、调节工位数量和工位中心位置,系统根据零件自动提示最大只小步距范围。如果发现工位数量过多或者过少,在以后的操作中可以随时添加或删除。定义好工位及位置后系统自动根据零件和工位外形轮廓产生带料实体模型和两个线框轮廓,方便后面定义冲裁轮廓形状。排样设计如图1所示。
1.2 具体工艺设计
产品成形工艺的好坏将直接影响产品的质量,Topsolid/Porgress可以自定义轮廓外形,也可以根据系统自动产牛的线框轱廓创建与零件完全吻合的外形来进行冲裁下艺设计(图2),并且整个设计过程完全参数化相关联。
对于产品拉伸成形和弯曲成形部分,止接根据钣全零件外形自动产生。拉伸成形中,系统自动调用钣金零件设计用到的标准拉仲形状进行一次成形。下—版本系统将支持对单个拉伸成形的分步拉伸工艺设计。弯曲成形中,系统自动过滤弯曲曲面,方便选择,并且支持分步弯曲,有效地防止了零件由于材料因素所产生的回弹,
整个工艺过程的每一步操作都可以自由调节、修改。所有的成形工艺设汁完成后,使用系统的分析功能分析各个工位的受力情况及单工位合力点和整体合力点位置(图3)。通过受力分析调节各工位的工艺操作,达到尽可能让受力中心在模架中心位置。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条