1) blanking layout element

排样单元
1.
Emphasis is put on illistration of formation of blanking layout element and solution to layout step .
分析了在有限长、宽的整体板料上对单一冲裁件优化排样的方法、步骤及其关键技术 ,重点讲述了冲裁件排样单元的构造和冲裁步距的求解 ,指出了冲裁件优化排样设计的特
2) sample element
样本单元
1.
Based on the analysis of the structure characteristics, influencing factor to the mechanical properties, the data of field surveys and indoor studies, the bolcky structure rock mass is classified and the relative sample element is built.
在分析块状岩体的结构特征及影响其力学性能因素的基础上 ,根据大量野外调查及室内试验资料 ,对块状岩体进行分类 ,并建立相应的样本单元。
3) sample unit
样本单元
1.
They cover sample unit,plot configuration,plot size,selection of trees in sample unit,and investigation variables and interval.
对世界主要国家森林资源清查地面样地设计进行了述评,包括样本单元的构成、样地大小、形状、样本单元中树木的选择方法、调查因子和调查周期。
2.
An evaluation method based on some sample units is presented.
从DEA方法的基本思想出发,给出了一种基于多个样本单元的多目标综合评价方法(Sam-Eva),并讨论了它的相关性质。
3.
According to SDEA(d) efficient decision making units(DMU) whether or not on the frontier that formed by some sample units,the SDEA(d) efficient DMUs can be divided into strong SDEA(d) efficient and proper SDEA(d) efficient,it can provide more information about the SDEA(d) efficient DMUs compared with sample units.
从样本评价模型的基本思想出发,根据SDEA(d)有效决策单元是否位于样本前沿面上将其分为强SDEA(d)有效和真SDEA(d)有效,从而可以提供更多的有效决策单元和样本单元比较的综合信息;其次,在基于样本前沿面的投入型评价模型基础上提出了同时面向输入和输出的多准则评价模型,并对该模型的有效性理论,相对效率评价指数和投影分析作了进一步探讨;最后通过实例表明了基于样本前沿面的多准则评价模型的优越性。
5) Sample Units
样本单元
1.
Extended and Comprehensive Evaluation Model Based on Some Sample Units and Its Properties;
给出拓展的基于样本综合评价模型(SDEA),随后讨论了样本单元数目及其输入输出指标数目的增加和减少对决策单元有效性的影响,同时给出了一些有效性变化的充分或必要条件。
6) unit sampling
单元采样
补充资料:冲裁的排样方法
(一) 排样:
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
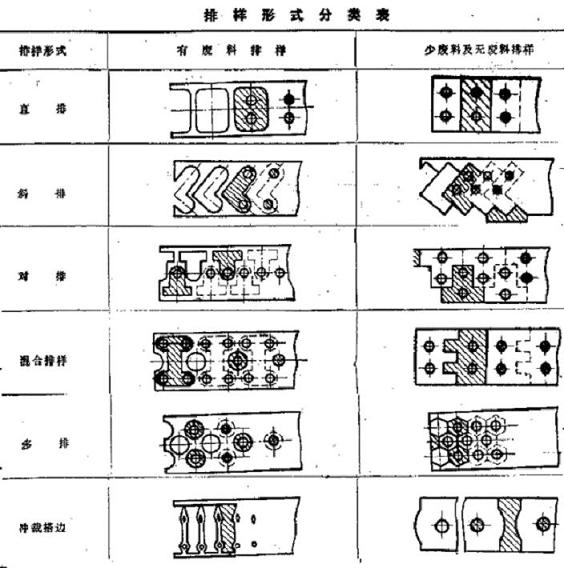
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。

直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
排样指冲裁件在条料上或条料在板料上的布置形式。
排样的圆形是提高材料和用率。
1、 材料利用率
K=F0/F*100%=冲裁件实际面积 *100%
其中: K=材料利用率。
F=板料面积。
F0=冲裁件面积设计废料:工件的各种内孔所产生的废料。
2、 冲裁件的废料:
工艺废料:由於工件之间及工件与条料侧边之间的边存在而产生的废料及料头料尾而产生的废料。取决於冲压方法和排样方法。
设计废料:工件内孔而产生的废料
3、 排样方法:
1)、 有废料排样,即工件与工件之间,工件与条料边缘间都有塔边存在。
2)、 少废料排样:即工件与工件间有搭边存在。工件与条料边缘大废料搭边存在。
3)、 无废料的排 样:即工件与工件间,工件与条料边缘之间均无搭边存在。具体的排样形式有:直排,斜排,对排,混合排样,多排冲裁搭边。
此主题相关图片如下:
直排,斜排,对排,混合排,多排
此主题相关图片如下:
(二) 搭边
排保时工件与工件之间,工件与条料侧边之间留下的余料。
1、 搭边的作用。
A. 起到补催定位差的作用。
B. 冲裁后使条料具有一定的程度,刚度便於道料。
2、 搭边什的选取。查表2-8四.条料的的宽度B。
B=(D+2a)- (mm
其中:D--工件在条料宽度方向上的基本尺寸。
a--工件与条料的侧边的搭边值。
--条料宽度偏差。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条