1) ultrasonic vibration honing processing

超声振动珩磨加工
2) ultrasonic vibration honing
超声振动珩磨
1.
An experimental research was carried out with a self-developed ultrasonic vibration honing device to compare the honing efficiency between the power ultrasonic vibration honing and the ordinary honing,and a machining experiment for AZ91D magnesium alloy was also taken by the ultrasonic vibration honing technology to identify the optimum oilstone parameters and process parameters.
利用自行研制的功率超声振动珩磨实验装置,对超声珩磨和普通珩磨的磨削效率进行了对比实验研究,并采用超声振动珩磨技术,对AZ91D镁合金材料进行了加工实验,以确定最佳油石参数及工艺参数。
4) longitudinal ultrasonic honing
超声纵振珩磨
1.
In order to validate the cutting model and study further surface microscopic feature, some experiments of longitudinal ultrasonic honing of engineering ceramics Zr02 and high strength P steel have been carried out.
为了验证所建模型的正确性及进一步研究超声纵振珩磨的磨削表面特征,本文对工程陶瓷ZrO2和高强度P钢进行了纵向超声振动珩磨试验,通过电镜 SEM观察分析了表面磨削特征,研究表明:纵向超声振动珩磨具有比普通珩磨较大的材料去除率,并且磨削表面光滑,粗糙度低。
5) ultrasonic honing
超声珩磨
1.
Study of key technology for ultrasonic honing acoustics system;
超声珩磨声学系统关键技术研究
2.
Ductile Cutting Characteristics in Ultrasonic Honing on ZrO_2 Ceramics with Coarse Diamond Grits;
粗磨粒金刚石油石超声珩磨ZrO_2陶瓷的延性特征
3.
Local resonance mechanism study on ultrasonic honing complicated a coustic system(Ⅰ);
超声珩磨复杂声学系统的局部共振机理研究(Ⅰ)
6) vibration honing
振动珩磨
1.
By analyzing the form characteristic of cemented carbide threading insert, the vibration honing method for treating the insert is presented.
通过分析硬质合金螺纹刀片的形状特点,提出采用振动珩磨法对螺纹刀片进行ESC工艺处理。
补充资料:切削加工:珩磨
用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔﹐如缸筒﹑阀孔﹑连杆孔和箱体孔等﹐孔深与孔径之比可达10﹐甚至更大。在一定条件下﹐珩磨也能加工外圆﹑平面﹑球面和齿面等。圆柱珩磨的表面粗糙度一般可达R0.32~0.08微米﹐精珩时可达R0.04微米以下﹐并能少量提高几何精度﹐加工精度可达IT7~4。平面珩磨的表面质量略差。
珩磨一般采用珩磨机﹐机床主轴与珩磨头一般是浮动联接﹔但为了提高纠正工件几何形状的能力﹐也可以用刚性联接。珩孔时﹐珩磨头外周一般镶有2~10根油石﹐由机床主轴带动在孔内旋转﹐并同时作直线往复运动﹐这是主运动﹔同时通过珩磨头中的弹簧或液压力控制油石均匀外涨﹐对被加工的孔壁作径向进给。图1 内圆珩磨示意图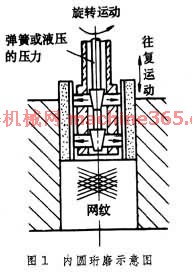 为内圆珩磨示意图。珩磨头每分钟往复次数与转数之比应取非整数﹐使磨料在工件表面形成的加工痕迹成为交叉的网纹而不相重复。图2 珩磨运动轨迹
为内圆珩磨示意图。珩磨头每分钟往复次数与转数之比应取非整数﹐使磨料在工件表面形成的加工痕迹成为交叉的网纹而不相重复。图2 珩磨运动轨迹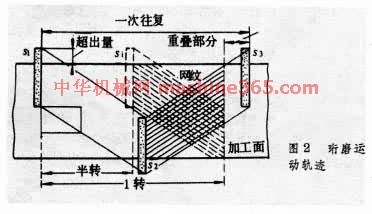 为单条油石在孔内珩磨时的运动轨迹。油石上下往复一次﹐工件回转一圈多。粗珩油石的磨料粒度为120~180﹐精珩用W28以下的细粒度油石。油石宽为3~20毫米﹐长度约为孔长的1/3~3/4。油石在孔内往复移动时﹐两端超越孔外的长度不宜大于油石全长的1/3﹐否则易产生喇叭口﹔但超程小于油石长度1/4时﹐又会使孔呈鼓形。外圆﹑平面的珩磨原理和操作要求与内圆珩磨相同。
为单条油石在孔内珩磨时的运动轨迹。油石上下往复一次﹐工件回转一圈多。粗珩油石的磨料粒度为120~180﹐精珩用W28以下的细粒度油石。油石宽为3~20毫米﹐长度约为孔长的1/3~3/4。油石在孔内往复移动时﹐两端超越孔外的长度不宜大于油石全长的1/3﹐否则易产生喇叭口﹔但超程小于油石长度1/4时﹐又会使孔呈鼓形。外圆﹑平面的珩磨原理和操作要求与内圆珩磨相同。
珩磨余量一般不超过0.2毫米。珩磨的圆周速度﹐对钢材加工约为15~30米/分﹐对铸铁或有色金属加工可提高到50米/分以上﹔珩磨的往复速度不宜超过15~20米/分。油石对孔壁的压力一般为0.3~0.5兆帕﹐粗珩时可达1兆帕左右﹐精珩可小于0.1兆帕。由于珩磨时油石与工件是面接触﹐每颗磨粒对工件表面的垂直压力只有磨削时的1/50~1/100﹐加上珩磨速度低﹐故切削区的温度可保持在50~150℃范围内﹐有利于减小加工表面的残余应力﹐提高表面质量。为了冲刷切屑﹐避免堵塞油石﹐同时降低切削区温度和降低表面粗糙度﹐珩磨时采用的切削液要有一定的工作压力并经过滤。切削液大都采用煤油﹐或煤油加锭子油﹐也有采用极压乳化液的。
珩磨一般采用珩磨机﹐机床主轴与珩磨头一般是浮动联接﹔但为了提高纠正工件几何形状的能力﹐也可以用刚性联接。珩孔时﹐珩磨头外周一般镶有2~10根油石﹐由机床主轴带动在孔内旋转﹐并同时作直线往复运动﹐这是主运动﹔同时通过珩磨头中的弹簧或液压力控制油石均匀外涨﹐对被加工的孔壁作径向进给。图1 内圆珩磨示意图
为内圆珩磨示意图。珩磨头每分钟往复次数与转数之比应取非整数﹐使磨料在工件表面形成的加工痕迹成为交叉的网纹而不相重复。图2 珩磨运动轨迹 为单条油石在孔内珩磨时的运动轨迹。油石上下往复一次﹐工件回转一圈多。粗珩油石的磨料粒度为120~180﹐精珩用W28以下的细粒度油石。油石宽为3~20毫米﹐长度约为孔长的1/3~3/4。油石在孔内往复移动时﹐两端超越孔外的长度不宜大于油石全长的1/3﹐否则易产生喇叭口﹔但超程小于油石长度1/4时﹐又会使孔呈鼓形。外圆﹑平面的珩磨原理和操作要求与内圆珩磨相同。 珩磨余量一般不超过0.2毫米。珩磨的圆周速度﹐对钢材加工约为15~30米/分﹐对铸铁或有色金属加工可提高到50米/分以上﹔珩磨的往复速度不宜超过15~20米/分。油石对孔壁的压力一般为0.3~0.5兆帕﹐粗珩时可达1兆帕左右﹐精珩可小于0.1兆帕。由于珩磨时油石与工件是面接触﹐每颗磨粒对工件表面的垂直压力只有磨削时的1/50~1/100﹐加上珩磨速度低﹐故切削区的温度可保持在50~150℃范围内﹐有利于减小加工表面的残余应力﹐提高表面质量。为了冲刷切屑﹐避免堵塞油石﹐同时降低切削区温度和降低表面粗糙度﹐珩磨时采用的切削液要有一定的工作压力并经过滤。切削液大都采用煤油﹐或煤油加锭子油﹐也有采用极压乳化液的。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条