1) Micro-pattern Polyaniline thin film

微电子图形加工
2) micro-electronic fabrication
微电子加工
3) microelectronic processing technique
微电子加工技术
4) Ebmf (Electron Beam Microfabricator)
电子束微加工机
5) profiling ebm
电子束仿形加工
6) lift-off micro-pattern method
脱膜图形微细加工
补充资料:特种加工:电子束加工
利用电子束的加热效应或辐射效应对材料进行的加工。利用电子束的热效应可以对材料进行表面热处理﹑焊接﹑刻蚀﹑钻孔﹑熔炼﹐或直接使材料升华。电子束曝光则是一种利用电子束辐射效应的加工方法(见电子束与离子束微细加工)。
作为加热工具﹐电子束的特点是功率高和功率密度大﹐能在瞬间把能量传给工件﹐电子束的参数和位置可以精确和迅速地调节﹐能用计算器控制并在无污染的真空中进行加工。根据电子束功率密度和电子束与材料作用时间的不同﹐可以完成各种不同的加工。
各种电子束加工的功率密度和作用时间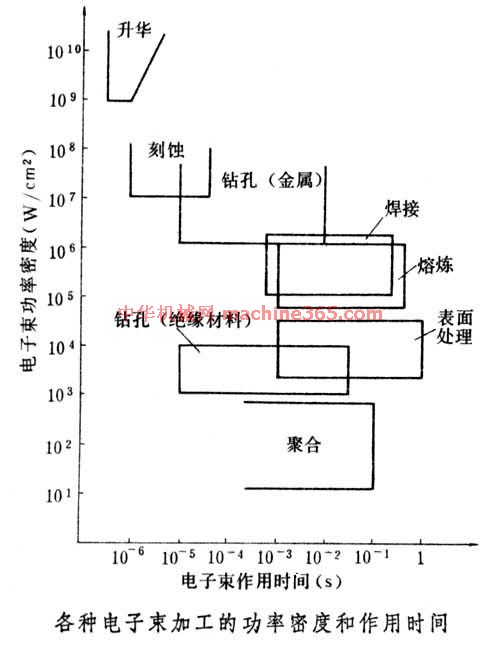
电子束焊接 电子束功率密度达105~10 6瓦/厘米2 时﹐电子束轰击处的材料即局部熔化﹔当电子束相对工件移动﹐熔化的金属即不断固化﹐利用这个现象可以进行材料的焊接。电子束焊具有深熔的特点﹐焊缝的深宽比可达20﹕1甚至50﹕1。这是因为当电子束功率密度较大时﹐电子束给予焊接区的功率远大于从焊接区导走的功率。利用电子束焊的这一特点可实现多种特殊焊接方式。利用电子束几乎可以焊接任何材料﹐包括难熔金属(W﹑Mo﹑Ta﹑Nb)﹑活泼金属(Be﹑Ti﹑Zr﹑U)﹑超合金和陶瓷等。此外﹐电子束焊接的焊缝位置精确可控﹑焊接质量高﹑速度快﹐在核﹑航空﹑火箭﹑电子﹑汽车等工业中可用作精密焊接。在重工业中﹐电子束焊机的功率已达100千瓦﹐可平焊厚度为200毫米的不锈钢板。对大工件焊接时须采用大体积真空室﹐或在焊接处形成可移动的局部真空。
电子束刻蚀和电子束钻孔 用聚焦方法得到很细的﹑功率密度为 10 5~10 6瓦/厘米2 的电子束周期地轰击材料表面的固定点﹐适当控制电子束轰击时间和休止时间的比例﹐可使被轰击处的材料迅速蒸发而避免周围材料的熔化﹐这样就可以实现电子束刻蚀﹑钻孔或切割。同电子束焊接相比﹐电了束刻蚀﹑钻孔﹑切割所用的电子束功率密度更大而作用时间较短。电子束可在厚度为0.1 6毫米的任何材料的薄片上钻直径为1至几百微米的孔﹐能获得很大的深度-孔径比﹐例如在厚度为 0.3毫米的宝石轴承上钻直径为25微米的孔。电子束还适合在薄片(例如燃气轮机叶片)上高速大量地钻孔。
作为加热工具﹐电子束的特点是功率高和功率密度大﹐能在瞬间把能量传给工件﹐电子束的参数和位置可以精确和迅速地调节﹐能用计算器控制并在无污染的真空中进行加工。根据电子束功率密度和电子束与材料作用时间的不同﹐可以完成各种不同的加工。
各种电子束加工的功率密度和作用时间
电子束焊接 电子束功率密度达105~10 6瓦/厘米2 时﹐电子束轰击处的材料即局部熔化﹔当电子束相对工件移动﹐熔化的金属即不断固化﹐利用这个现象可以进行材料的焊接。电子束焊具有深熔的特点﹐焊缝的深宽比可达20﹕1甚至50﹕1。这是因为当电子束功率密度较大时﹐电子束给予焊接区的功率远大于从焊接区导走的功率。利用电子束焊的这一特点可实现多种特殊焊接方式。利用电子束几乎可以焊接任何材料﹐包括难熔金属(W﹑Mo﹑Ta﹑Nb)﹑活泼金属(Be﹑Ti﹑Zr﹑U)﹑超合金和陶瓷等。此外﹐电子束焊接的焊缝位置精确可控﹑焊接质量高﹑速度快﹐在核﹑航空﹑火箭﹑电子﹑汽车等工业中可用作精密焊接。在重工业中﹐电子束焊机的功率已达100千瓦﹐可平焊厚度为200毫米的不锈钢板。对大工件焊接时须采用大体积真空室﹐或在焊接处形成可移动的局部真空。
电子束刻蚀和电子束钻孔 用聚焦方法得到很细的﹑功率密度为 10 5~10 6瓦/厘米2 的电子束周期地轰击材料表面的固定点﹐适当控制电子束轰击时间和休止时间的比例﹐可使被轰击处的材料迅速蒸发而避免周围材料的熔化﹐这样就可以实现电子束刻蚀﹑钻孔或切割。同电子束焊接相比﹐电了束刻蚀﹑钻孔﹑切割所用的电子束功率密度更大而作用时间较短。电子束可在厚度为0.1 6毫米的任何材料的薄片上钻直径为1至几百微米的孔﹐能获得很大的深度-孔径比﹐例如在厚度为 0.3毫米的宝石轴承上钻直径为25微米的孔。电子束还适合在薄片(例如燃气轮机叶片)上高速大量地钻孔。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条