|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) gear-grinding machining

磨齿加工
2) Grinding gear
磨加工齿轮
3) Gear grinding technology
磨齿工艺
4) grinding
[英]['ɡraɪndɪŋ] [美]['graɪndɪŋ]
磨削加工
1.
Cylindrical Grinding Using Step Drill and Its Technological Improvement;
阶梯钻的外圆磨削加工及工艺改进
2.
Study of Virtual Simulation of Grinding of Digital Gear Tooth Surface;
数字化齿面磨削加工虚拟仿真研究
3.
Effect of Grinding on Square Degree of Demagnetization Curve of Cylinder Nd-Fe-B Permanent Magnet Alloy;
磨削加工对圆柱钕铁硼永磁合金退磁曲线隆起度的影响
5) Grinding Process
磨削加工
1.
Progress on the Modeling of Grinding Process;
磨削加工过程建模的研究进展
2.
With the continuous application of ultra-hard high speed steel and other materials hard to be machined in tool industry,higher requirements have been put foward to the grinding process for tools.
随着超硬含铝高速钢及其他难加工材料在工具行业的不断应用,对刀具的磨削加工提出了更高的要求。
3.
Grinding is a complicated process, to avoid researching the complicate d grinding hardening process in mechanism, we investigated grinding process usin g BP arithmetic and developed a simulation software using improved BP arithmetic .
由于磨削加工过程非常复杂,为了避免从机理上研究磨削淬火加工技术,作者将BP网络的仿真方法引入到磨削加工的研究中来,并编制了一套磨削加工仿真程序。
6) abrasive machining
磨粒加工
1.
New development and current state for high speed and super-high speed abrasive machining;
高速超高速磨粒加工技术的现状与新进展
2.
Abrasive machining plays an important role in precision and ultra-precision processing technology.
磨粒加工是现代精密与超精密加工中重要的加工方法。
3.
In this paper, semi-fixed abrasive machining technique is proposed and it can reduce or eliminate the surface damage caused by large abrasive gains, which will improve the efficiency of precision or ultra-precision processing.
磨粒加工是先进陶瓷材料精密、超精密加工的主要手段。
补充资料:Vericut在少齿转子四轴精铣加工仿真中的应用
一、Vericut的工作流程 Vericut是美国CGTech公司开发的一款集数控加工仿真、干涉校验、工时工况分析、代码优化等多种功能于一体的软件。该系统可以以虚拟现实的方式建立数控机床、刀具、夹具和毛坯模型,在刀位数据或NC代码的驱动下模仿金属切削加工中走刀轨迹和材料被切除的过程,使用户以直观的方式对工艺规划的合理性进行评估,对是否存在干涉进行校验,并优化走刀轨迹和NC代码。Vericut的工作流程如图1所示。 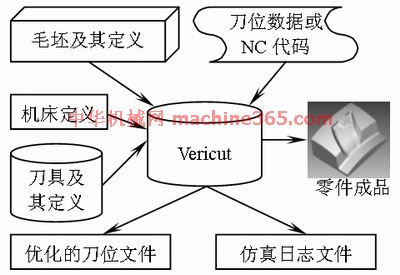
图1 Vericut的加工仿真流程 二、少齿转子的特点和编程方法 1.转子的特点 在油量计、气量计或塑料机械进给机构中,广泛使用一种螺旋齿轮。该齿轮的特点是模数较大,且属于非标准模数。若采用齿轮滚刀加工,为减小根切,必须采用特定的工艺方法才可生产出合格产品。另一方面,它的齿数较少(常为3齿或4齿),故精加工时采用铣削方法生产,其效率和精度均是可以接受的。例如,图2是一转子齿轮,它是由4齿渐开线剖面绕z轴作螺旋运动而形成的。该剖面由齿顶圆、渐开线和摆线连接而成,其外形如图2所示。齿轮参数列于表1,齿面粗糙度Ra为1.6。 表1 转子齿轮参数 
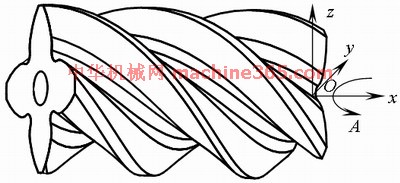
图2 转子齿轮 2.转子的NC编程方法 由转子的形成过程可知,该工件应采用四轴加工:工件沿z轴负方向作匀速进给,同时绕z轴作匀速旋转运动,这样刀具在空间切削出一条螺旋线;每完成一个切削行程,工件快速复位,然后刀具在xOy平面上作渐开线插补运动(x、y联动),再进行第二个行程。反复执行该过程,直到整个齿面铣削完毕。这实质上仍是展成法加工。 转子NC编程时的已知条件为:(1)转子端面轮廓线。设计者通常把该轮廓离散为上千个数据点给NC编程者。(2)转子的齿数、模数、压力角、螺旋角、导程等参数。编程的具体方法如下: (1)将端面轮廓点拟合成为光滑曲线,如图3a 所示。
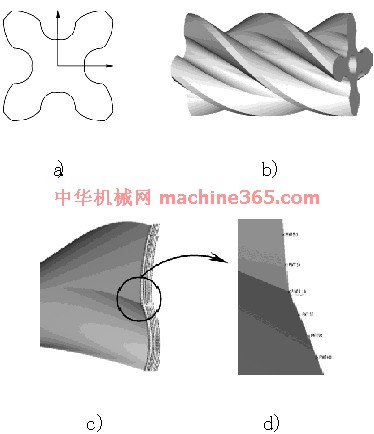
图3 转子数据处理与建模 (2)建立转子的三维模型,如图3b所示。建模方法有很多,可在Pro/ENGINEER、AlphaCAM等平台上建立。建模时,轮廓线上任一点P(xi, yi)处的螺旋导动线方程为(坐标系参见
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|