|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) axially loaded pipe

轴心受压圆管
2) Round steel tube member
圆钢管轴心受压杆件
3) circular axially compressed concrete-filled steel tubular member
圆钢管混凝土轴心受压构件
4) axial compression
轴心受压
1.
Force analysis and calculation method of composite columns with core high-strength concrete filled steel tube under axial compression;
核心高强钢管混凝土柱轴心受压的机理及计算
2.
Research into reinforced concrete column with axial compression strengthened by carbon fiber clothes;
碳纤维布加固轴心受压钢筋混凝土圆柱的研究
3.
Introduction to the Japan CFST design method for axial compression members;
日本钢管砼轴心受压构件设计方法介绍
5) axial compression column
轴心受压柱
1.
By use of the experimental results of 6 full-scale reinforced concrete axial compression column under elevated temperature on their three surfaces,this paper analyzed the temperature field,experiment appearance and the regularity of deformation under fire,and residual bearing capacity after fire.
通过对6根足尺钢筋混凝土柱在三面受火下的试验,总结了轴心受压柱在高温下的温度场分布、试验现象、变形规律和高温后的剩余承载力。
2.
In the nonlinear analysis of the axial compression column with plain stirrups,since the stress-strain curve of concrete has the drop section,concrete and steel can not reach the top stress at the same time,and the ultimate capacity of the column isn t the superposition of the two materials.
对普通箍筋轴心受压柱进行非线性分析时,由于混凝土的应力-应变曲线有下降段,当混凝土先达峰值应力后进入下降段,而钢筋尚未屈服,钢筋和混凝土不能同时达到各自的极限承载力,柱的承载力不能由两种材料的承载力简单叠加。
3.
The simulated experiment is done with high-strength concrete(HSC) axial compression column at high temperature.
应用大型有限元分析软件ANSYS对高温作用下的高强混凝土轴心受压柱(C60)进行了仿真模拟,研究了轴压柱在不均匀温度场下的温度分布,并采用先升温后加载的顺序单向耦合法,对轴压柱的高温力学性能进行了理论分析,给出了柱荷载-挠度全过程曲线,通过与试验结果的对比表明,采用本文方法进行高强混凝土柱抗火性能的分析是可行的。
6) axially compressed bar
轴心受压杆
补充资料:燃料混合管压形缩管模
陕西科技大学(陕西咸阳 712081) 刘俊生 周明贵 张喜涛
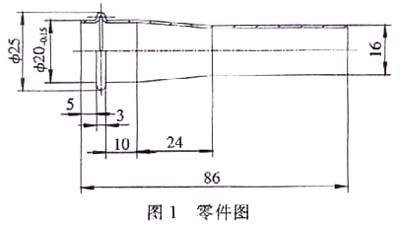
[摘要] 介绍了一种在机械压力机上实现较长尺寸缩管工件的成形模结构。
关键词 闭合高度 缩管 脱模
1 引言
管材的缩管是常见的成形工艺,常用3种方法:1在缩管旋转机上进行;2在车床上旋压缩口,滚压加工;3用模具在压力机上进行。具体使用哪种方法,视工件要求而定。针对图1所示零件,采用压力机成形工艺比较合适。
根据零件尺寸,材料及计算结果,若在螺旋压力机或液压机上成形,由于工件成形所需压力很小,不能充分利用设备功率,且生产效率较低。故而选用机械压力机成形,模具设计中应重点解决由于工件缩管长度较长而引起的脱模困难,同时又要兼顾模具的闭合高度(在成形很小的情况下,模具闭合高度成为选用机床的主要因素)。
2 模具结构
模具结构如图2所示。上内凹模2直接装在模柄上,夹持于滑块中,利用滑块中的打杆槽,装有上拉料黠构,上拉料结构由打料杆14,拉杆13,拉板12,螺栓8,顶杆10组成。下模板固定于工作台面,顶板9位于台面漏料孔中。其特点是:
(1)利用冲床,滑块在缩门成形工序完成后拉动打料杆14,使与之连成一体顶杆10向上抬起,解决了由于工件缩口长度较长而引起的脱模困难。
(2)顶板9置于工作台漏料孔中,即有效利用机床闭合高度,又减少于模具体积。
3 工作过程
冲床滑块上升至上死点时,穿在滑块上的打料杆14带动上拉料组件以至最高点。放管材于定位板4的定位孔中。滑块下行,定位销3导正管材上端进入上凹模2定位孔中后,滑块施轴向力于管材端面.通过模芯11进行缩口,最后通过定位板4与上内凹模进行凸台压形,模芯11和上凹模2材料选用W18Cr4v,热处理硬度61—63HRC。同时,上拉料组件也随滑块一起下降之下死点,压形,缩口完成后,随着滑块一起上升的上拉料组件中的顶杆10抬起工件,取出工件。

4 效果
该模具装于400kN偏心冲床(闭合高度300mm,工作台孔直径∮200mm)上,经过近十万件产品的生产,模具基本完好,满足了生产的要求。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|