1) combed-fixture assembly

组合夹具装配
2) clutch assembly fixture
离合器装配夹具
3) Fixture assembly
夹具装配
5) Modular fixture
组合夹具
1.
Modular fixture configuration based on RFFS mapping model;
基于RFFS映射模型的组合夹具构形设计
2.
Development of CAD System for Groovy Series Modular Fixture;
槽系组合夹具计算机辅助拼装系统的研究
3.
Three Dimensional Modular Fixture Design System Based on Interactive Platform;
基于交互式平台的三维组合夹具设计系统
6) Combination Fixture
组合夹具
1.
Construction and mapping for graphic database of combination fixture;
组合夹具图形库数据的构建与映射
2.
Because combination fixture has some strongpoint, such as high efficiency, good flexibility, reuse, low cost, it gets regarded.
夹具设计是生产准备过程的一个重要组成部分 ,组合夹具是FMS实现真正柔性的关键技术之一。
补充资料:机床: 组合夹具系统
一套由各种不同形状﹑规格和用途的标准化组件和部件组成的机床夹具系统。使用时﹐按照工件的加工要求可从中选择适用的组件和部件﹐以搭积木的方式组装成各种专用夹具﹐称为组合夹具。组合夹具用过后又可方便地拆开﹐供下次另行组装使用。组合夹具系统的应用范围很广﹐不受工件形状的限制﹐能组装成钻﹑铣﹑刨﹑车﹑镗等加工用的机床专用夹具﹐也能组装成检验﹑装配﹑焊接等用的夹具﹐最适用于新产品试制和产品经常更换的单件﹑小批生产以及临时任务。
组合夹具与专用夹具相比﹐虽然初次投资较大﹐但使用时可大量减少专用夹具的设计和制造工作﹐缩短生产准备周期﹐节约金属材料﹐降低成本﹐并减少存放夹具的库房面积。使用机床夹具较多的工厂在一﹑二年内即可将组合夹具的投资收回。
组合夹具系统是20世纪40年代开始在机床夹具零部件系列化﹑标准化和通用化的基础上发展起来的﹐最早的有苏联的 系统和英国的Wharton系统。按照夹具组件间连接定位的基准不同﹐分为槽系和孔系两类。使用较多的是槽系。
为了适应不同外形尺寸的工件﹐组合夹具系统分为大型﹑中型和小型 3个系列。每个系列的组件按照用途可分为8类。 ①基础件﹕如方形﹑矩形﹑圆形基础板和基础角铁等﹐用作夹具体。 ②支承件﹕如垫片﹑垫板﹑支承板﹑支承块和伸长板等﹐主要用作不同高度的支承。 ③定位件﹕如定位销﹑定位盘﹑V形块和定位支承块等﹐用于确定组件与组件﹑组件与工件之间的相对位置。 ④导向件﹕如钻模板﹑钻套和铰套等﹐用于确定刀具与工件的相对位置。 ⑤夹紧件﹕如各种压板等﹐用于将工件夹紧在夹具上。⑥紧固件﹕如螺栓和螺母等﹐用于紧固各组件。 ⑦其它件﹕上述6类以外的各种用途的组件。 ⑧合件﹕指在组装过程中不拆散使用的独立部件﹐有定位合件﹑导向合件和分度合件等。图 回转式钻模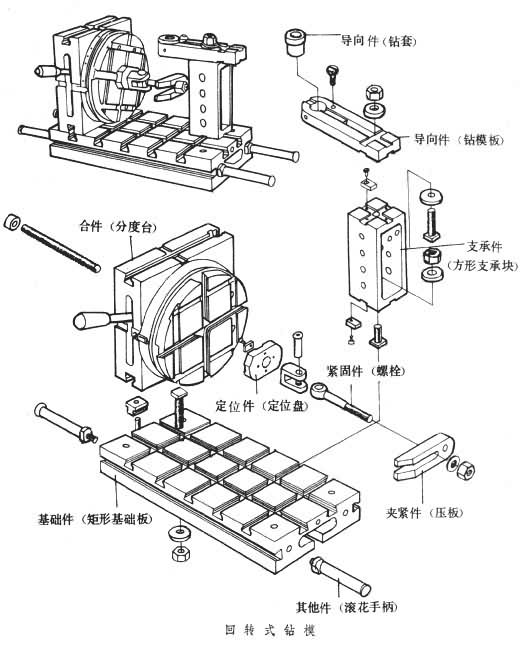 为用组合夹具组件和合件组装成的回转式钻模。
为用组合夹具组件和合件组装成的回转式钻模。
为便于组合并获得较高的组装精度﹐组合夹具组件本身的制造精度为IT6~7级﹐并要有很好的互换性和耐磨性。一般情况下﹐组装成的夹具能加工IT8级精度的工件﹐如经过仔细调整﹐也可加工IT6~7级精度的工件。
组合夹具与专用夹具相比﹐虽然初次投资较大﹐但使用时可大量减少专用夹具的设计和制造工作﹐缩短生产准备周期﹐节约金属材料﹐降低成本﹐并减少存放夹具的库房面积。使用机床夹具较多的工厂在一﹑二年内即可将组合夹具的投资收回。
组合夹具系统是20世纪40年代开始在机床夹具零部件系列化﹑标准化和通用化的基础上发展起来的﹐最早的有苏联的 系统和英国的Wharton系统。按照夹具组件间连接定位的基准不同﹐分为槽系和孔系两类。使用较多的是槽系。
为了适应不同外形尺寸的工件﹐组合夹具系统分为大型﹑中型和小型 3个系列。每个系列的组件按照用途可分为8类。 ①基础件﹕如方形﹑矩形﹑圆形基础板和基础角铁等﹐用作夹具体。 ②支承件﹕如垫片﹑垫板﹑支承板﹑支承块和伸长板等﹐主要用作不同高度的支承。 ③定位件﹕如定位销﹑定位盘﹑V形块和定位支承块等﹐用于确定组件与组件﹑组件与工件之间的相对位置。 ④导向件﹕如钻模板﹑钻套和铰套等﹐用于确定刀具与工件的相对位置。 ⑤夹紧件﹕如各种压板等﹐用于将工件夹紧在夹具上。⑥紧固件﹕如螺栓和螺母等﹐用于紧固各组件。 ⑦其它件﹕上述6类以外的各种用途的组件。 ⑧合件﹕指在组装过程中不拆散使用的独立部件﹐有定位合件﹑导向合件和分度合件等。图 回转式钻模
为用组合夹具组件和合件组装成的回转式钻模。 为便于组合并获得较高的组装精度﹐组合夹具组件本身的制造精度为IT6~7级﹐并要有很好的互换性和耐磨性。一般情况下﹐组装成的夹具能加工IT8级精度的工件﹐如经过仔细调整﹐也可加工IT6~7级精度的工件。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条