1) roughing formed cutting edge

半精加工切削刃
2) finishing cut
精切削加工
3) tool edge radius
切削刃半径
4) light finishing cut
完工切削精加工
5) working cutting edge
工作切削刃
6) precision cutting process
精密切削加工
1.
The applicatio n of fractal geometry in precision cutting process research is introduced, includi ng the subjects on vibration analysis, tool wear, material constitution and prod uct surface quality evaluation.
简要地介绍了分形几何的基本概念,以及分形几何在精密切削加工中的应用研究。
补充资料:切削加工:超精加工
利用装在振动头上的细粒度油石对精加工表面进行的精整加工(见切削加工)。超精加工一般安排在精磨工序后进行﹐其加工余量仅几微米﹐适于加工曲轴﹑轧辊﹑轴承环和各种精密零件的外圆﹑内圆﹑平面﹑沟道表面和球面等。图 外圆超精加工示意图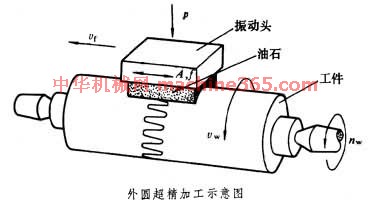 为外圆超精加工的方法。在充分的冷却润滑条件下﹐安装在振动头上的细粒度油石以压力
为外圆超精加工的方法。在充分的冷却润滑条件下﹐安装在振动头上的细粒度油石以压力 (一般取0.05~0.3兆帕)与工件接触﹐并作振幅为A (一般取1~6毫米)﹑频率为f(一般取5~50赫)的纵向振动﹔工件作转速为nW的旋转运动(圆周速度vW一般不超过700米/分﹐最高可达1000米/分)。因此﹐油石上的磨粒相对于工件表面的综合运动轨迹为一正弦曲线﹐这有利于磨粒保持锋利的切削刃和有效地消除工件表面的形状误差。如工件表面比油石长﹐则油石或工件还应有速度为的纵向进给运动。超精加工过程可分为4个阶段﹕①开始时油石磨掉粗糙凸峰的强烈切削阶段﹔②工件粗糙层被磨除后的正常切削阶段﹔③磨粒变钝﹐其作用是由切削过渡到摩擦拋光的微弱切削阶段﹔④油石和工件已很光滑﹐接触面积大大增加﹐因而压强下降﹐磨粒已不能穿破油膜与工件接触﹐于是进入停止切削阶段。与磨削比较﹐超精加工能在几秒至几十秒钟内﹐把工件的表面粗糙度由R
(一般取0.05~0.3兆帕)与工件接触﹐并作振幅为A (一般取1~6毫米)﹑频率为f(一般取5~50赫)的纵向振动﹔工件作转速为nW的旋转运动(圆周速度vW一般不超过700米/分﹐最高可达1000米/分)。因此﹐油石上的磨粒相对于工件表面的综合运动轨迹为一正弦曲线﹐这有利于磨粒保持锋利的切削刃和有效地消除工件表面的形状误差。如工件表面比油石长﹐则油石或工件还应有速度为的纵向进给运动。超精加工过程可分为4个阶段﹕①开始时油石磨掉粗糙凸峰的强烈切削阶段﹔②工件粗糙层被磨除后的正常切削阶段﹔③磨粒变钝﹐其作用是由切削过渡到摩擦拋光的微弱切削阶段﹔④油石和工件已很光滑﹐接触面积大大增加﹐因而压强下降﹐磨粒已不能穿破油膜与工件接触﹐于是进入停止切削阶段。与磨削比较﹐超精加工能在几秒至几十秒钟内﹐把工件的表面粗糙度由R 0.63~0.16微米改善到R0.08~0.01微米﹐并能有效地去除磨削产生的振痕﹑波纹﹑螺旋线等缺陷以及极易磨损的凸峰和变质层等﹐从而大大提高工件的使用寿命。超精加工常用的油石的磨料粒度为W0.5~W28﹐粒度越细加工表面越光洁﹔常用的切削液为80%左右的煤油加20%左右的机油﹐并经严格过滤。
0.63~0.16微米改善到R0.08~0.01微米﹐并能有效地去除磨削产生的振痕﹑波纹﹑螺旋线等缺陷以及极易磨损的凸峰和变质层等﹐从而大大提高工件的使用寿命。超精加工常用的油石的磨料粒度为W0.5~W28﹐粒度越细加工表面越光洁﹔常用的切削液为80%左右的煤油加20%左右的机油﹐并经严格过滤。
为外圆超精加工的方法。在充分的冷却润滑条件下﹐安装在振动头上的细粒度油石以压力(一般取0.05~0.3兆帕)与工件接触﹐并作振幅为A (一般取1~6毫米)﹑频率为f(一般取5~50赫)的纵向振动﹔工件作转速为nW的旋转运动(圆周速度vW一般不超过700米/分﹐最高可达1000米/分)。因此﹐油石上的磨粒相对于工件表面的综合运动轨迹为一正弦曲线﹐这有利于磨粒保持锋利的切削刃和有效地消除工件表面的形状误差。如工件表面比油石长﹐则油石或工件还应有速度为的纵向进给运动。超精加工过程可分为4个阶段﹕①开始时油石磨掉粗糙凸峰的强烈切削阶段﹔②工件粗糙层被磨除后的正常切削阶段﹔③磨粒变钝﹐其作用是由切削过渡到摩擦拋光的微弱切削阶段﹔④油石和工件已很光滑﹐接触面积大大增加﹐因而压强下降﹐磨粒已不能穿破油膜与工件接触﹐于是进入停止切削阶段。与磨削比较﹐超精加工能在几秒至几十秒钟内﹐把工件的表面粗糙度由R0.63~0.16微米改善到R0.08~0.01微米﹐并能有效地去除磨削产生的振痕﹑波纹﹑螺旋线等缺陷以及极易磨损的凸峰和变质层等﹐从而大大提高工件的使用寿命。超精加工常用的油石的磨料粒度为W0.5~W28﹐粒度越细加工表面越光洁﹔常用的切削液为80%左右的煤油加20%左右的机油﹐并经严格过滤。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条