1) single-station modular machien tool

单工位组合机床
3) NC modular machine tool of multiple-station
多工位数控组合机床
1.
This paper aims at the difficult of design and debug when we use the universal AC servo system in the NC modular machine tool of multiple-station,and describes the multiple-path function of Power Mate i-H of FANUC,which is simple and convenient in distributing and changing path,program PLC,and debug machine.
文章针对以往在多工位数控组合机床中使用通用交流伺服系统时设计和调试麻烦的问题,阐述了在实际应用中使用FANUC公司的POWER MATE i-H系统时,利用它的多通道功能可以使通道的分配和更改便捷、灵活,PLC程序的编制简便,同时通过它的LCD/MD I单元又便于调试机床,表明POWER MA-TE i-H的多通道功能十分适合在多工位数控组合机床和自动线中应用。
5) combined wood working machine
木工组合机床
6) Modular machine
组合机床
1.
Application of PLC in the Control of Bore Modular Machine;
PLC在钻孔组合机床控制中的应用
2.
This article introduces the automatic control system of 8-station drilling and boring modular machine with PLC and Touch Panel,and gives the hardware configuration and the principle to design software of the PLC control system according to the principle and control requirement of the machin
介绍了PLC与触摸屏控制的八工位钻镗组合机床自动控制系统。
3.
PLC was applied to thoroughly reform the original modular machine which consists of relays,contactors and solenoid valves,and discusses the function of control system and the design of hardware and software in detail.
应用PLC对继电器、接触器和电磁阀为主要器件组成的组合机床控制系统进行技术改造,详细地讨论了控制系统的功能以及软硬件的设计,实际使用表明系统获得了良好的控制效果。
补充资料:机床: 组合夹具系统
一套由各种不同形状﹑规格和用途的标准化组件和部件组成的机床夹具系统。使用时﹐按照工件的加工要求可从中选择适用的组件和部件﹐以搭积木的方式组装成各种专用夹具﹐称为组合夹具。组合夹具用过后又可方便地拆开﹐供下次另行组装使用。组合夹具系统的应用范围很广﹐不受工件形状的限制﹐能组装成钻﹑铣﹑刨﹑车﹑镗等加工用的机床专用夹具﹐也能组装成检验﹑装配﹑焊接等用的夹具﹐最适用于新产品试制和产品经常更换的单件﹑小批生产以及临时任务。
组合夹具与专用夹具相比﹐虽然初次投资较大﹐但使用时可大量减少专用夹具的设计和制造工作﹐缩短生产准备周期﹐节约金属材料﹐降低成本﹐并减少存放夹具的库房面积。使用机床夹具较多的工厂在一﹑二年内即可将组合夹具的投资收回。
组合夹具系统是20世纪40年代开始在机床夹具零部件系列化﹑标准化和通用化的基础上发展起来的﹐最早的有苏联的 系统和英国的Wharton系统。按照夹具组件间连接定位的基准不同﹐分为槽系和孔系两类。使用较多的是槽系。
为了适应不同外形尺寸的工件﹐组合夹具系统分为大型﹑中型和小型 3个系列。每个系列的组件按照用途可分为8类。 ①基础件﹕如方形﹑矩形﹑圆形基础板和基础角铁等﹐用作夹具体。 ②支承件﹕如垫片﹑垫板﹑支承板﹑支承块和伸长板等﹐主要用作不同高度的支承。 ③定位件﹕如定位销﹑定位盘﹑V形块和定位支承块等﹐用于确定组件与组件﹑组件与工件之间的相对位置。 ④导向件﹕如钻模板﹑钻套和铰套等﹐用于确定刀具与工件的相对位置。 ⑤夹紧件﹕如各种压板等﹐用于将工件夹紧在夹具上。⑥紧固件﹕如螺栓和螺母等﹐用于紧固各组件。 ⑦其它件﹕上述6类以外的各种用途的组件。 ⑧合件﹕指在组装过程中不拆散使用的独立部件﹐有定位合件﹑导向合件和分度合件等。图 回转式钻模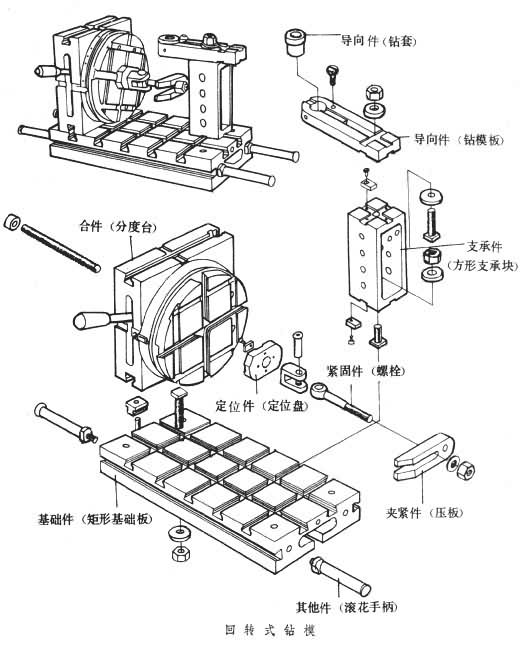 为用组合夹具组件和合件组装成的回转式钻模。
为用组合夹具组件和合件组装成的回转式钻模。
为便于组合并获得较高的组装精度﹐组合夹具组件本身的制造精度为IT6~7级﹐并要有很好的互换性和耐磨性。一般情况下﹐组装成的夹具能加工IT8级精度的工件﹐如经过仔细调整﹐也可加工IT6~7级精度的工件。
组合夹具与专用夹具相比﹐虽然初次投资较大﹐但使用时可大量减少专用夹具的设计和制造工作﹐缩短生产准备周期﹐节约金属材料﹐降低成本﹐并减少存放夹具的库房面积。使用机床夹具较多的工厂在一﹑二年内即可将组合夹具的投资收回。
组合夹具系统是20世纪40年代开始在机床夹具零部件系列化﹑标准化和通用化的基础上发展起来的﹐最早的有苏联的 系统和英国的Wharton系统。按照夹具组件间连接定位的基准不同﹐分为槽系和孔系两类。使用较多的是槽系。
为了适应不同外形尺寸的工件﹐组合夹具系统分为大型﹑中型和小型 3个系列。每个系列的组件按照用途可分为8类。 ①基础件﹕如方形﹑矩形﹑圆形基础板和基础角铁等﹐用作夹具体。 ②支承件﹕如垫片﹑垫板﹑支承板﹑支承块和伸长板等﹐主要用作不同高度的支承。 ③定位件﹕如定位销﹑定位盘﹑V形块和定位支承块等﹐用于确定组件与组件﹑组件与工件之间的相对位置。 ④导向件﹕如钻模板﹑钻套和铰套等﹐用于确定刀具与工件的相对位置。 ⑤夹紧件﹕如各种压板等﹐用于将工件夹紧在夹具上。⑥紧固件﹕如螺栓和螺母等﹐用于紧固各组件。 ⑦其它件﹕上述6类以外的各种用途的组件。 ⑧合件﹕指在组装过程中不拆散使用的独立部件﹐有定位合件﹑导向合件和分度合件等。图 回转式钻模
为用组合夹具组件和合件组装成的回转式钻模。 为便于组合并获得较高的组装精度﹐组合夹具组件本身的制造精度为IT6~7级﹐并要有很好的互换性和耐磨性。一般情况下﹐组装成的夹具能加工IT8级精度的工件﹐如经过仔细调整﹐也可加工IT6~7级精度的工件。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条