1) solution heat-treated condenser

固溶热处理状态<冶>
2) solution heat treatment
固溶热处理
1.
The influence of solution heat treatment and artificial aging on the microstructure and properties of alloy 2A12 T81 sheet is researched.
研究了固溶热处理及人工时效工艺对2A12-T81铝合金板材的组织与性能的影响规律,指出了适用于100℃或更高温度下工作的板材的热处理工艺参数。
3) solution treatment
固溶热处理
1.
The microstructure,mechanical properties and crack growth rate of P/M superalloy FGH95 at 1120℃,the cooling rate of 12℃/s,23℃/s,56℃/s,and 1160℃4℃/min1120℃,the cooling rate of 12℃/s solution treatment are studied.
在1160℃+1120℃二次固溶热处理后,因晶粒增大并产生部分弯曲晶界,650℃屈服强度只降低130MPa(约12%),而裂纹扩展速率降低10倍,持久寿命提高近两倍,并且消除了合金的缺口敏感性。
2.
Effects of Hot Extrusion and Solution Treatment on Microstructure and Properties of AZ61 Magnesium Alloy
研究了不同温度下的热挤压工艺以及后续的固溶热处理对AZ61镁合金显微组织和力学性能的影响。
5) heat treatment conditions
热处理状态
1.
The microstructure and hardness of the layer of H13 tool steel gas-nitrided in different heat treatment conditions were studied by X-ray,SEM and micro-hardness test.
采用X射线衍射、扫描电镜及显微硬度等技术,综合比较和分析了H13模具钢在不同热处理状态下经相同气体渗氮处理后表层的组织结构和硬度。
6) Semi-solid Heat Treatment
半固态热处理
1.
Evolution of Microstructure of AZ91D Magnesium Alloy in Lost Foam Casting under Vibration and Semi-solid Heat Treatment Condition;
消失模铸造AZ91D振动凝固及半固态热处理组织的演变
补充资料:金属热处理 :感应加热热处理
用感应电流使工件局部加热的表面热处理工艺。这种热处理工艺常用於表面淬火﹐也可用於局部退火或回火﹐有时也用於整体淬火和回火。20世纪30年代初﹐美国﹑苏联先后开始应用感应加热方法对零件进行表面淬火。随著工业的发展﹐感应加热热处理技术不断改进﹐应用范围也不断扩大。
基本原理 将工件放入感应器(线圈)内(图1 感应加热原理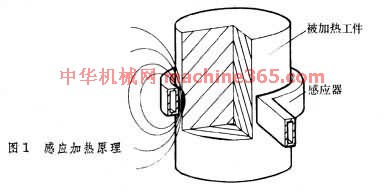 )﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布
)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布 )﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
)﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
分类 根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频 5类。①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。⑤工频感应加热热处理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。(见彩图 差温炉淬火 ﹑ 600毫米直径冷轧辊工频感应加热淬火
﹑ 600毫米直径冷轧辊工频感应加热淬火 ﹑ 大型铸钢件的热处理炉
﹑ 大型铸钢件的热处理炉 ﹑ 真空淬火炉
﹑ 真空淬火炉 )
)
基本原理 将工件放入感应器(线圈)内(图1 感应加热原理
)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布 )﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。 分类 根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频 5类。①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。⑤工频感应加热热处理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。(见彩图 差温炉淬火
﹑ 600毫米直径冷轧辊工频感应加热淬火 ﹑ 大型铸钢件的热处理炉 ﹑ 真空淬火炉 ) 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条