
摘 要: 分析了外罩的工艺性能和材料性能,叙述了精密外罩的成形工艺及其模具结构。
关键词: 精密外罩;成形工艺;模具结构
1 引言
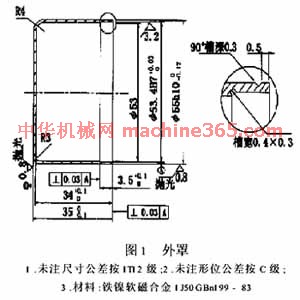
图1所示零件是某型号仪表外罩,其材料为铁镍合金1J50。在型号生产中,该外罩件制造一直是使用棒料车加工成形,原材料浪费大,生产效率低,经济成本高。大批量生产要求使用模具引伸成形后再车加工成形,以提高生产效率,降低成本。
该外罩零件采用厚1.5-0.11mm板料冲压制造的工艺流程是:落料-引伸成形-车切止口。其中的引伸成形在研制试模中,容易发生底部破裂,表面划伤严重,内外圆的尺寸误差大、圆度低,后续车加工止口困难。针对性地从引伸工艺和模具结构两方面进行分析、准确计算、改进是保证精密外罩件引伸成功的关键。
2 引伸工艺分析
2.1外罩的工艺性分析
图1所示杯形外罩件,筒壁厚1mm,底部圆角半径R3,圆筒内外圆的直径公差分别是ITI2、ITI0级,均高于ITl3级(引伸件横断尺寸公差,一般都在ITI3级以下),内外圆的形状误差是由尺寸公差控制的,分别是10级、8级(GB1184-80)的车加工要求;口部车加工止口 ,尺寸精度高、车加工余量小;内外圆的表面粗糙值低,质量要求高。
,尺寸精度高、车加工余量小;内外圆的表面粗糙值低,质量要求高。
精车加工要求的外罩件尺寸精度高,表面质量要求高,引伸成形的难度大,需要进行准确的工艺计算,合理的结构设计;内外圆的尺寸公差难以保证,需要后续工序整修。
2.2 外罩件的材料分析
图1所示外罩件材料为1J50的铁镍软磁合金,主要合金元素镍含量为50%,由于镍元素的导热性差、亲合性强,导致该合金材料在引伸过程中产生热积瘤粘模而划伤零件表面。
从表1可知1J50材料,在冷硬态和软态的力学性能相差较大,冷硬态的屈强比 值(0.875)大,延伸性能差;在软态下的屈强比
值(0.875)大,延伸性能差;在软态下的屈强比 值(0.326)小,延伸性能好。实践表明该材料极易产生冷作硬化,冷硬状态下拉伸成形是造成底部破裂的主要原因。
值(0.326)小,延伸性能好。实践表明该材料极易产生冷作硬化,冷硬状态下拉伸成形是造成底部破裂的主要原因。
因此,首次引伸前就应对毛坯件进行软化热处理,提高材料的塑性,同时采用良好的润滑措施,减小引伸过程中的摩擦,克服粘模和底破裂的现象。