1) drawing-heat treating sequence

拉伸-热处理顺序
2) drawing-heat treating
拉伸热处理
3) sequential draw
顺序拉伸
4) stretch processing
拉伸处理
1.
Wideband received beamforming in frequency domain based on stretch processing;
基于拉伸处理的宽带频域接收波束形成方法
2.
The received linear frequency modulated signal was carried through stretch processing and narrowband filtering, and then optimal weight was produced by combining wideband phase with narrowband weight, such that the mainlobe was formed in the target direction while a wide and deep notch was formed in the direction of the interference, and the output signal interf.
该方法对接收线性调频信号做拉伸处理和窄带滤波,然后把宽带相位补偿权和窄带权相结合形成最优权。
3.
The algorithm,which implements the stretch processing and narrowband filtering technique,achieves digital beamforming by weightin.
该方法先对接收信号拉伸处理和低通滤波,然后在子阵间时域相位加权实现宽带数字波束形成。
补充资料:金属热处理 :感应加热热处理
用感应电流使工件局部加热的表面热处理工艺。这种热处理工艺常用於表面淬火﹐也可用於局部退火或回火﹐有时也用於整体淬火和回火。20世纪30年代初﹐美国﹑苏联先后开始应用感应加热方法对零件进行表面淬火。随著工业的发展﹐感应加热热处理技术不断改进﹐应用范围也不断扩大。
基本原理 将工件放入感应器(线圈)内(图1 感应加热原理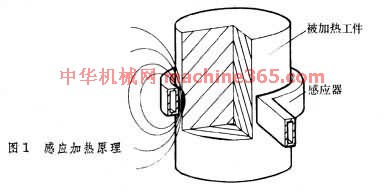 )﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布
)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布 )﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
)﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
分类 根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频 5类。①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。⑤工频感应加热热处理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。(见彩图 差温炉淬火 ﹑ 600毫米直径冷轧辊工频感应加热淬火
﹑ 600毫米直径冷轧辊工频感应加热淬火 ﹑ 大型铸钢件的热处理炉
﹑ 大型铸钢件的热处理炉 ﹑ 真空淬火炉
﹑ 真空淬火炉 )
)
基本原理 将工件放入感应器(线圈)内(图1 感应加热原理
)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布 )﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。 分类 根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频 5类。①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。⑤工频感应加热热处理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。(见彩图 差温炉淬火
﹑ 600毫米直径冷轧辊工频感应加热淬火 ﹑ 大型铸钢件的热处理炉 ﹑ 真空淬火炉 ) 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条