3) ultraprecision maching surface

超精细加工表面
5) super-precision surface finishing
超精表面加工
6) crankshaft surface finish
曲轴表面精加工
补充资料:切削加工:超精加工
利用装在振动头上的细粒度油石对精加工表面进行的精整加工(见切削加工)。超精加工一般安排在精磨工序后进行﹐其加工余量仅几微米﹐适于加工曲轴﹑轧辊﹑轴承环和各种精密零件的外圆﹑内圆﹑平面﹑沟道表面和球面等。图 外圆超精加工示意图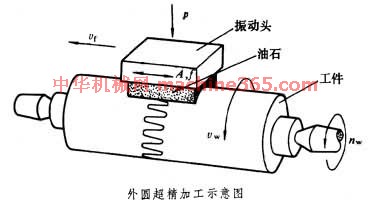 为外圆超精加工的方法。在充分的冷却润滑条件下﹐安装在振动头上的细粒度油石以压力
为外圆超精加工的方法。在充分的冷却润滑条件下﹐安装在振动头上的细粒度油石以压力 (一般取0.05~0.3兆帕)与工件接触﹐并作振幅为A (一般取1~6毫米)﹑频率为f(一般取5~50赫)的纵向振动﹔工件作转速为nW的旋转运动(圆周速度vW一般不超过700米/分﹐最高可达1000米/分)。因此﹐油石上的磨粒相对于工件表面的综合运动轨迹为一正弦曲线﹐这有利于磨粒保持锋利的切削刃和有效地消除工件表面的形状误差。如工件表面比油石长﹐则油石或工件还应有速度为的纵向进给运动。超精加工过程可分为4个阶段﹕①开始时油石磨掉粗糙凸峰的强烈切削阶段﹔②工件粗糙层被磨除后的正常切削阶段﹔③磨粒变钝﹐其作用是由切削过渡到摩擦拋光的微弱切削阶段﹔④油石和工件已很光滑﹐接触面积大大增加﹐因而压强下降﹐磨粒已不能穿破油膜与工件接触﹐于是进入停止切削阶段。与磨削比较﹐超精加工能在几秒至几十秒钟内﹐把工件的表面粗糙度由R
(一般取0.05~0.3兆帕)与工件接触﹐并作振幅为A (一般取1~6毫米)﹑频率为f(一般取5~50赫)的纵向振动﹔工件作转速为nW的旋转运动(圆周速度vW一般不超过700米/分﹐最高可达1000米/分)。因此﹐油石上的磨粒相对于工件表面的综合运动轨迹为一正弦曲线﹐这有利于磨粒保持锋利的切削刃和有效地消除工件表面的形状误差。如工件表面比油石长﹐则油石或工件还应有速度为的纵向进给运动。超精加工过程可分为4个阶段﹕①开始时油石磨掉粗糙凸峰的强烈切削阶段﹔②工件粗糙层被磨除后的正常切削阶段﹔③磨粒变钝﹐其作用是由切削过渡到摩擦拋光的微弱切削阶段﹔④油石和工件已很光滑﹐接触面积大大增加﹐因而压强下降﹐磨粒已不能穿破油膜与工件接触﹐于是进入停止切削阶段。与磨削比较﹐超精加工能在几秒至几十秒钟内﹐把工件的表面粗糙度由R 0.63~0.16微米改善到R0.08~0.01微米﹐并能有效地去除磨削产生的振痕﹑波纹﹑螺旋线等缺陷以及极易磨损的凸峰和变质层等﹐从而大大提高工件的使用寿命。超精加工常用的油石的磨料粒度为W0.5~W28﹐粒度越细加工表面越光洁﹔常用的切削液为80%左右的煤油加20%左右的机油﹐并经严格过滤。
0.63~0.16微米改善到R0.08~0.01微米﹐并能有效地去除磨削产生的振痕﹑波纹﹑螺旋线等缺陷以及极易磨损的凸峰和变质层等﹐从而大大提高工件的使用寿命。超精加工常用的油石的磨料粒度为W0.5~W28﹐粒度越细加工表面越光洁﹔常用的切削液为80%左右的煤油加20%左右的机油﹐并经严格过滤。
为外圆超精加工的方法。在充分的冷却润滑条件下﹐安装在振动头上的细粒度油石以压力(一般取0.05~0.3兆帕)与工件接触﹐并作振幅为A (一般取1~6毫米)﹑频率为f(一般取5~50赫)的纵向振动﹔工件作转速为nW的旋转运动(圆周速度vW一般不超过700米/分﹐最高可达1000米/分)。因此﹐油石上的磨粒相对于工件表面的综合运动轨迹为一正弦曲线﹐这有利于磨粒保持锋利的切削刃和有效地消除工件表面的形状误差。如工件表面比油石长﹐则油石或工件还应有速度为的纵向进给运动。超精加工过程可分为4个阶段﹕①开始时油石磨掉粗糙凸峰的强烈切削阶段﹔②工件粗糙层被磨除后的正常切削阶段﹔③磨粒变钝﹐其作用是由切削过渡到摩擦拋光的微弱切削阶段﹔④油石和工件已很光滑﹐接触面积大大增加﹐因而压强下降﹐磨粒已不能穿破油膜与工件接触﹐于是进入停止切削阶段。与磨削比较﹐超精加工能在几秒至几十秒钟内﹐把工件的表面粗糙度由R0.63~0.16微米改善到R0.08~0.01微米﹐并能有效地去除磨削产生的振痕﹑波纹﹑螺旋线等缺陷以及极易磨损的凸峰和变质层等﹐从而大大提高工件的使用寿命。超精加工常用的油石的磨料粒度为W0.5~W28﹐粒度越细加工表面越光洁﹔常用的切削液为80%左右的煤油加20%左右的机油﹐并经严格过滤。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条