2) Eleven-axis digital controlled table of high precision

十一轴精密数控工作台
3) precision stage
精密工作台
1.
High acceleration movements of a precision stage result in reaction forces that lead to mechanical resonance in the stage,which reduces the tracking accuracy and lengthens the positioning time.
精密工作台高加减速的运动反力作用于机台上,会引起机台机械共振,使轨迹跟踪精度降低、定位建立时间加长,针对这一问题,提出了基于精密工作台振动模型,采用极点配置、模型参数匹配的方法设计P ID控制器。
2.
The precision stage driven by a linear-motor and sustained by air-bearing tracks has the characteristics of zero mechanical damping and weak anti-disturbance.
针对直线电机驱动、气浮导轨支撑的精密工作台没有机械阻尼、抗扰动性能差的特点,为了在较短的位置伺服周期内(110μs)抑制工作台上的线缆扰动以及直线电机推力波动的影响,提高工作台的轨迹跟踪精度,采用了基于精密工作台名义模型的方法设计扰动观测器,构成PD+扰动观测器的运动控制结构。
3.
In order to improve the tracking accuracy and dynamical response of the precision stage,based on the discrete model of the identified control object,pole assignment method is used to design the feedforward loop and feedback loop of the motion controller for the precision stage.
为了提高精密工作台的轨迹跟踪精度和动态响应性能,基于辨识出的控制对象离散化模型,利用极点配置方法设计了精密工作台运动控制器的前馈环节和反馈环节,构成具有两自由度结构的精密工作台运动控制系统。
4) precision table
精密工作台
1.
Research on manufacturing point displacement calculation of NC precision table of six slides under vertical load and torque load;
数控六滑块精密工作台系统加工点位移计算的研究
2.
The Calculation of Displacement in Manufacturing Point of NC Precision Table;
数控6滑块精密工作台加工点位移计算的研究
5) Ultraprecision stage
超精密工作台
1.
Ultraprecision stage with large travel and nanometer resolution was built with linear motor and aerostatic slide.
采用直线电动机加气浮导轨模式搭建大行程纳米级分辨率的超精密工作台,并建立超精密工作台进给系统的数学模型。
2.
The key technology in the design of ultraprecision stage with large travel and nanometer resolution is discussed,and the design proposal,the material,the guide way,the drive manner,measuring feedback and control system of some ultraprecision stage with large travel at home and abroad are introduced.
讨论了大行程纳米级分辨率超精密工作台设计中的关键技术,介绍了目前国内外典型的大行程超精密工作台所采用的设计方案、材料、导轨、驱动方式、测量反馈及控制系统。
6) three-dimensional precision platform
三维精密工作台
补充资料:Edge CAM环境下三轴数控铣削的应用
前言:叶轮在目前的很多行业中得到了广泛的应用,由于叶轮属于动力元件,他的成型技术往往影响到所设计产品的性能,所以叶轮也往往被列为关键件。叶轮的曲面特点往往要求多轴数控加工,这样就提高了加工成本。本文利用Edge CAM生成三轴数控铣削叶轮叶片的数控代码,降低了一类叶片的加工成本。同时,给此类闭角型面的加工提供了一个新的思路。
一、问题的提出
如图1所示的叶轮叶片,采用普通的三轴数控加工方法一些困难,关键是在加工叶片底部时存在顶部干涉现象。如果采用第四轴旋转的方法可以将其加工出来,但是这势必要提高机床的配置,有些机床本身不具有添加第四轴的可能性,那么比较可行的方法是利用Edge CAM生成的数控代码,同时配合T形刀具进行加工,那么该叶片就可以加工出来了。

图1 待加工叶片模型
二、操作步骤
1) 点击Edge CAM设计模式中主菜单“文件”下“插入文件”,将叶片的三维模型导入到Edge CAM环境中,同时添加机床夹具,以观察干涉现象是否发生。注意此时的CPL平面的选择,Z轴垂直与机床工作台,如图2所示。
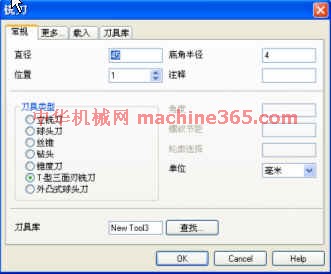
图2 叶片在Edge CAM下的装夹情况
2) 根据实际情况添加加工毛坯(图3),将毛坯的三维模型插入,或者点击主菜单“建模”下“毛坯 /夹具”,自动选择一个立方体作为叶片曲面部分的毛坯(注意点击确定后选择叶片实体才能生成可用的毛坯)。
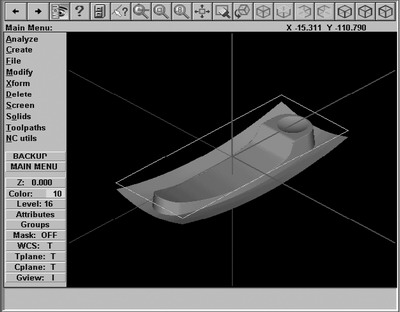
图3 毛坯的建模
3) 进入加工模式下,选择刀具,如图4选择一把T型三面刃铣刀,注意在“更多”下面填入刀具所能够进行底切的距离(如图5,没有该项数据,系统将不能进行底切计算),按实际尺寸配置刀具及其在数控机床中的位置。
图4 刀具参数输入
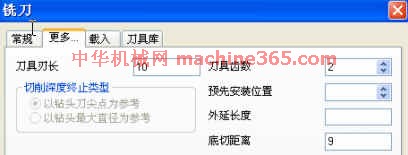
图5 刀具底切距离参数
4) 点击主菜单“铣削加工”下“轮廓铣”,进入“轮廓铣”参数设置环境。注意将曲面加工(或实体)和底切功能选中(图6,只有选择了T型三面刃铣刀或外凸式球头刀该项才被激活)。根据叶片Z向的尺寸分别设置接近平面、基准平面和切削深度。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条