1) heating problem

加热故障
2) processing of heating prollem
加热故障处理
3) machining failure
加工故障
1.
Research on the familiar machining failure of economical NC machine tool;
经济型数控机床常见的加工故障分析与处理
4) Thermal fault
热故障
1.
Inner thermal faults of contactor are studied,the modoel of infrared thermal detection for contactor is established.
通过研究接触器内部触头热故障,建立了接触器的红外热成像检测的热传导模型。
2.
This paper mainly studies on the application of artificial intelligence technology on thermal fault monitoring of transformer substation.
本文主要研究人工智能技术在变电站热故障监测中的应用。
5) heating failure
发热故障
1.
Analysis heating failure of hydraulic system of excavator;
挖掘机液压系统发热故障的分析
6) overheating fault
过热故障
1.
In 2006,incipient fault caused by overheating fault inside No.
2006年通过色谱监督发现并确诊了4号主变内部存在高温过热故障的重大隐患,随后进行了60多天的连续跟踪监测,得到了详实、准确的数据,为今后更好地进行气相色谱监测,以保证大型电气主设备绝缘安全积累了经验。
2.
The article analysed the cause on overheating fault from five aspects,and expounded repaired ways.
在三相异步电动机经常出现的各种故障中,“过热故障”最为棘手。
3.
Wind-sand weather and special structure of knuckle assembly are found the main reasons for inducing overheating fault of this type of isolator.
针对近几年蒙西500 kV电网中发生的多起由于使用导电滚动触头的隔离开关引起隔离开关局部过热事故,笔者进行了研究,发现风沙气候与隔离开关关节座的特殊结构是引起该结构隔离开关过热故障的主要原因,提出采用金属导电带、更换隔离开关拐臂滚轮材质及更改滚动触头结构的解决方案,并对用于蒙西及西北等类似风沙自然环境地区的隔离开关设计及使用提出了建议。
补充资料:金属热处理 :感应加热热处理
用感应电流使工件局部加热的表面热处理工艺。这种热处理工艺常用於表面淬火﹐也可用於局部退火或回火﹐有时也用於整体淬火和回火。20世纪30年代初﹐美国﹑苏联先后开始应用感应加热方法对零件进行表面淬火。随著工业的发展﹐感应加热热处理技术不断改进﹐应用范围也不断扩大。
基本原理 将工件放入感应器(线圈)内(图1 感应加热原理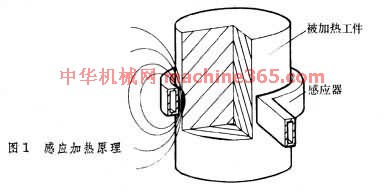 )﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布
)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布 )﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
)﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
分类 根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频 5类。①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。⑤工频感应加热热处理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。(见彩图 差温炉淬火 ﹑ 600毫米直径冷轧辊工频感应加热淬火
﹑ 600毫米直径冷轧辊工频感应加热淬火 ﹑ 大型铸钢件的热处理炉
﹑ 大型铸钢件的热处理炉 ﹑ 真空淬火炉
﹑ 真空淬火炉 )
)
基本原理 将工件放入感应器(线圈)内(图1 感应加热原理
)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2 沿工件截面的电流密度分布 )﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。 分类 根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频 5类。①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。⑤工频感应加热热处理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。(见彩图 差温炉淬火
﹑ 600毫米直径冷轧辊工频感应加热淬火 ﹑ 大型铸钢件的热处理炉 ﹑ 真空淬火炉 ) 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条