|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) cladding flattening

包壳压扁
2) fuel (rod) flattening
燃料[棒]压扁,包壳坍塌
3) extrusion cladding
挤压包壳
4) shallow shell
扁壳
1.
In order to set the criterion of The load-deflection curves of the parts of shallow shell Kind, for different materials, different radius (single curve surface), different arc height (hyperboloid) and different thickness, are obtained using automatic testing device.
为了建立覆盖件刚度的评价指标和检验标准,以扁壳类零件为模型,对不同材料、曲率半径(单曲)、弧高(双曲)及厚度的曲面扁壳类零件,利用自动测试装置得出载荷-挠度曲线。
2.
This paper presents a spline mixed element method for bending analysis of shallow shells.
提出一种扁壳弯曲分析的混合样条元法 ,应用三次B样条函数构造出弯矩、扭矩、薄膜力和横向位移场函数。
3.
An identification model of shallow shell structures is established first.
在建立扁壳结构识别问题的力学模型基础上 ,运用神经网络方法构造了三层结构的神经网络 ,并以此对扁壳在集中力作用下的载荷位置的识别问题进行了研究 。
5) shallow shells
扁壳
1.
There are three difficult problems in solving a large deflection displacement of orthotropic shallow shells with such boundary conditions as simply supported at some diagonal sides and free at other diagonal sides.
获得两对边简支另两对边自由的正交异性扁壳大挠度问题的纳维叶解是困难的 ,其困难在于要找到满足全部边界条件的试函数 ,要处理非线性项和要解决各项函数的同一化问题 对这 3个问题进行了深入分析和研究 ,建立了有效的解法 ,获得十分理想的结
6) flat shell
扁壳
1.
The conntribution of this article lies in tersely figuring out an important achievement of non-moment of force for flat shell by proceeding from the accurate solution in the 3rd document, which was already obtained by applying displacement method by B.
对于矩形底边的双曲率扁壳。
补充资料:壳体零件的复合挤压
[摘要]介绍了壳体事件的挤压复合成形工艺,分析了挤压加工与机加工两种加工方法的材料利用率,设计计算了壳体零件的挤压件田,并设计了模具结构。
[关键词]:壳体零件;复合挤压模;材料利用率
军工产品壳体零件如图1所示,该零件外径的尺寸精度为O.12mm,表面粗糙度要求较高,零件材料为高强度硬铝2A12。其成份为:铜3.9%-4.8%;镁1.2%-1.6%;锰O.3%-O.9%;其余为铝。这种材料可以进行热处理强化,有较高的强度和耐热性。
该零件如果用机加工制造.不仅需要添置较多的机加工设备,而且加工时间长,浪费材料。采用挤压加工工艺不仅流程简单,生产操作方便,而且金属的力学性能良好。 可以把该零件分为上、中、下3段圆环,用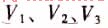 ,分别表示上、中、下3段圆环的体积。该零件总的体积V为: ,分别表示上、中、下3段圆环的体积。该零件总的体积V为: 
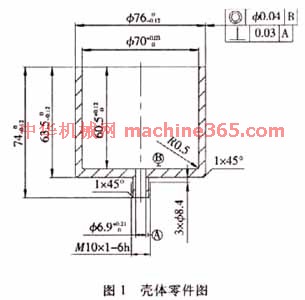
如果该零件机加工,假定单边加工余量为1.5mm,应该采用∮79×77mm的坯料,其体积为377429mm3。如果采用挤压加工,需要坯料有良好的流动性,所以在挤压前需要对坯料进行软化退火处理。其具体的退火热处理过程为:加热至410℃,保温6h,炉冷到150℃然后再空冷,这样软化处理后的硬度为53HB。退火热处理后的坯料,投有时效硬化现象,对于以后的冷挤压工序有利。 该壳体零件呈上杯下杆型,可进行复合挤压成型。挤压件底部厚度可以达到设计要求,不再需要机加工,大大节省了材料和工作量。零件的杆部为M10mm螺纹,无法挤压成型,可以后续机加工。 另外,在设计挤压件时要注意增加MlOmm杆部直径。因为如杆部太细,即使挤压件挤压成功,挤压件被顶料杆顶出时,也会在顶料力的作用下严重变形,使产品不合格。将杆部适当放粗至∮16mm。杆部的内孔直径为∮6.9mm,不宜挤压成型。因为如凸模工作部份顶墙尺寸太小,在挤压过程中容易断裂。 由于金属的各向异性,杯口部分不一定平整,所以要在杯的高度留加工余量1.5mm,以保证零件的外形尺寸。 挤压件如图2所示。 
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|