|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) tapered flow header

锥形进浆管
2) simplified square diverging stock pipe
简化方锥进浆管
3) tapered distributor
锥形布浆总管
1.
The optimizing design for tapered distributor design educed in this paper was validated according to the practice experience,the results showed that the optimizing measure has highly practical value.
利用Matlab数学计算软件,对流浆箱锥形布浆总管采用直线法和设计计算公式的理论误差进行了计算并绘制出误差曲线,以此对2种设计方法之间存在的误差进行了分析和探讨,并结合工程实例对得出的优化方案进行了验证。
4) double tapered crossheader
双锥错流进浆总管
5) conical refiner
锥形磨浆机
1.
The control of man/auto and beating degree on the Conical refiner is realized, and the application in the engineering practice proves that the system has a good control effect.
介绍了西门子PL(CS7-200)在制浆车间锥形磨浆机控制中的应用,主要包括锥形磨浆机控制的硬件组成、控制系统及打浆度软测量技术。
2.
Comparing With traditional refiners,the conical refiner is characterized by low unload power,fine refining results,low axial load,bars gap clearance accurately controlled easily,simple constructions and easy maintenance.
分析比较了传统磨浆机的特点,说明了锥形磨浆机的主要优点为空运转无功功耗低、打浆效果好、所需轴向推力小、刀棒间隙易精确控制等。
6) conical refiner
锥形精浆机
补充资料:方管压铸模设计及CNC加工
[摘要]介绍了运用CAD软件Pm/E和CAM软件Cimatorn12进行管型特件压铸造模设计及CNC加上的全过程。
[关键词]:管型铸件;Pro/E;压铸模设计 1 引言 目前,管型铸件广泛用于燃气具等产品中:如广东万家乐,中山华帝,中山豪山等公司的燃气具的产品中都有很多此类零件。这些零件都具有外观为管型、结构类似于三通的特点,如圆管、方曹以及各种阀体等,材质为铸铝,主要工艺手段为压铸模成型。我公司在广东中山的模具分厂多年来一直为上述厂家制造压铸模,本人负责压铸模的设计及cNc加工。通过多年的实践,从保证铸件产品质量,保证模具的话用性、使用寿命、交货期等方面做了一些总结,并把它写出来,以求和大家共同探讨压铸模设计及加工的优化过程。 在产品开发中,市场竞争日益激烈,产品开发周期的长短和产品质量的好坏是赢得市场的关键。因些也为模具制造业提出了新的要求:模具的高精度,最短的模具交货期,模具的使用寿命以及模具结构的适用性和高度自动化。下面以方管产品的压铸模为例,从上述几个方面来论述管型铸件压铸模的设计及CNC加工。 2 工艺分析 方管的产品示意图及部分尺寸如图1所示,管剖面的外轮廓为方形,内轮廓为圆形,整体结构与三通阀体相类似(其实在燃气具产品中所用的各种通气管及阀体等多为该种结构),方管材质为压铸铝合金。为提高铸性的生产效率.可采用1模2件;方管内孔成型通过在模具的横向和纵向上分别配臂两个滑块来实现抽芯。 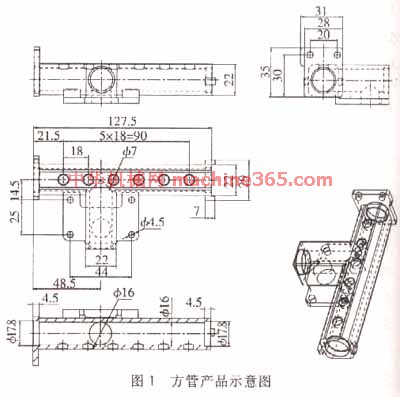
为提高模具的使用寿命,可在模具的定模板和动模中分别镶人定模镶件和动模镶件,来成型方管的外轮廓,定模镶件和动模镶件的材料为瑞典8407模具钢,经洛氮淬火,硬度为44~48HRC,可实现模具寿命20万次;对于成型各种孔的型芯,可采用1113模具钢,经渗氮摔火,硬度为44-48HRC。由于型芯为易磨损件,需另备3-4套备用件,并将型芯的固定部分和行位块的固定孔按标准配合尺寸加工.实现良好的互换性。为缩短模具的交货期,模具采用三维CAD设计,使用的软件为Pro/E。在建立方管二维模型时,需按分型面严格按照脱模斜度建立精确的三维模型。因为只有精确的三维产品模型,才能通过Pro/E的模具设计模块设计出精确的模具型腔,精确的模具型腔才能真接用于编程,再进行CNC加工。使用的CAM软件为Cimatron12,在此值得注意的是,用Pro/E建立的模型可直接或间接被Cimatmn12调用,直接用于加上程序的编制,而且无需顾虑在数据转换过程中曲而的丢失。由此可以看出,整个设计和加工过程全部采用计算机辅助完成.基本上实现无图纸加工,并极大地避免了错误的发生。该种设计和加工方式对于类似的铸件可保证压铸模交货期仅为30天。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|