1) resistance stitch-welding

电阻点缝焊接
2) continuous electric resistance weld
电阻连续缝焊接
3) resistance butt-seam welding
电阻对缝焊接
4) welded joint
焊接缝[点]
5) resistance seam welding
电阻缝焊
1.
Fundamental study on hybrid laser beam and resistance seam welding (LB-RSW)
激光束—电阻缝焊(LB-RSW)复合焊接研究
2.
Based on synchronized pressing, preheating and slow-cooling effect owned by resistance seam welding (RSW), Prof.
适当的预热温度(200~300℃)可以改善铝合金激光焊的焊缝成形,提高焊接效率,获得优质接头;研制成功由多功能电阻缝焊机和激光焊机器人组成的“LB-RSW”复合焊接试验系统,实现了铝合金LB-RSW的单面和双面焊接;首次建立了RSW过程的三维有限元热弹塑性和热电循环顺序分析模型,并分别进行了LB-RSW中横流RSW和纵流RSW过程的数值模拟,获得了不同焊接参数时的温度场和电流场及其影响规律,并通过红外热成像技术验证了模拟结果的可靠性;首次对LB-RSW中馈电方式选择进行了深入研究。
3.
A new type of inverter of resistance seam welding power supply was developed for precision welding in device packaging.
电阻缝焊在器件封装等应用中要求电源具有较高的精密性。
6) resistance spot welder
接触电阻点焊机
补充资料:焊接:电阻焊
通过电极对焊件施加压力﹐同时利用电流通过接触点產生的电阻热进行焊接的方法﹐又称接触焊。电阻焊的形式有点焊﹑凸焊﹑缝焊和对焊。电阻焊生產率高﹐容易实现机械化和自动化﹐但所需焊机复杂而且耗用电功率大﹐主要用於大批量生產。
点焊 将工件搭接在上﹑下两个电极之间并压紧﹐通电后工件局部熔化﹐冷却后凝固形成焊点(图1 点焊示意图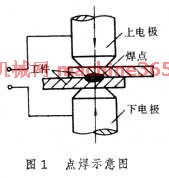 )。焊点直径通常为单个工件厚度的2倍加3毫米﹐焊点高度为工件总厚度的30~70%。焊点的数目和电流大小﹐根据接头所需要的强度选择。点焊常用於飞机﹑汽车﹑铁路车辆和电器等薄壁构件的联接﹐也可用於钢筋﹑棒材或金属丝网的交叉联接。适合採用点焊的最大厚度﹕低碳钢一般为3毫米﹐钢筋和棒材直径可达25毫米。焊接两个厚度不等的工件时厚度比应小於 1﹕3。单点焊的生產率一般可达每分鐘 100点。大量生產中往往採用专用的多点焊机。
)。焊点直径通常为单个工件厚度的2倍加3毫米﹐焊点高度为工件总厚度的30~70%。焊点的数目和电流大小﹐根据接头所需要的强度选择。点焊常用於飞机﹑汽车﹑铁路车辆和电器等薄壁构件的联接﹐也可用於钢筋﹑棒材或金属丝网的交叉联接。适合採用点焊的最大厚度﹕低碳钢一般为3毫米﹐钢筋和棒材直径可达25毫米。焊接两个厚度不等的工件时厚度比应小於 1﹕3。单点焊的生產率一般可达每分鐘 100点。大量生產中往往採用专用的多点焊机。
凸焊 将被焊工件之一在焊前衝出或压出凸点或凸环﹐用平板电极焊接(图2 凸焊示意图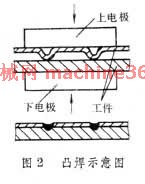 )。焊接过程与点焊相同。焊时凸点被压平﹐形成接头﹐可同时焊接许多点或一个环。凸焊适用於大量生產和焊接厚度相差较大的工件﹐如飞机的孔盖﹑加强板﹑晶体管的管壳等。
)。焊接过程与点焊相同。焊时凸点被压平﹐形成接头﹐可同时焊接许多点或一个环。凸焊适用於大量生產和焊接厚度相差较大的工件﹐如飞机的孔盖﹑加强板﹑晶体管的管壳等。
缝焊 又称滚焊﹐採用旋转的圆盘形电极。它能加压﹑通电并带动工件前进﹐形成一连串的焊点(图3 缝焊示意图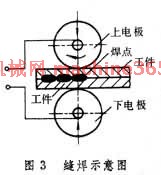 )﹐焊接电流可以是连续的或断续的。焊缝要求密封时﹐焊点间重叠30%以上。缝焊主要用於直线﹑环状或圆形焊缝的焊接﹐如油箱﹑气瓶﹑喷气发动机的火焰筒﹐以及壳体和安装边等﹐板厚一般在2毫米以下﹐焊接速度约0.5~3米/分。
)﹐焊接电流可以是连续的或断续的。焊缝要求密封时﹐焊点间重叠30%以上。缝焊主要用於直线﹑环状或圆形焊缝的焊接﹐如油箱﹑气瓶﹑喷气发动机的火焰筒﹐以及壳体和安装边等﹐板厚一般在2毫米以下﹐焊接速度约0.5~3米/分。
对焊 把整个工件接触面对接焊合。低碳钢接头强度可达到母材强度(图4 对焊示意图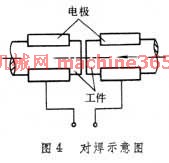 )。对焊包括闪光对焊和电阻对焊。①闪光对焊﹕将两个工件接上电源﹐并使其接触面移近直至接触﹐產生的电阻热使金属强烈加热而烧化﹐并以火花形式从接口中射出﹐当加热到一定程度时﹐迅速施加压力完成焊接。闪光对焊可将熔化的金属﹑渣和氧化物从接口中挤出。因此﹐工件不需要焊前清理。闪光对焊在工业中应用较广﹐可用於焊接棒材﹑板材﹑管子﹑钢轨﹑链条和刀具﹐以及汽车和自行车轮圈等。②电阻对焊﹕将两工件接触面压紧﹐通电加热达到热塑性状态时﹐迅速施加顶锻力完成焊接。接头外形比较匀称﹐没有毛刺﹐但焊前端面清理要求较高﹐仅适用於焊接小断面的工件﹐例如直径为20毫米以下的棒材或管子。
)。对焊包括闪光对焊和电阻对焊。①闪光对焊﹕将两个工件接上电源﹐并使其接触面移近直至接触﹐產生的电阻热使金属强烈加热而烧化﹐并以火花形式从接口中射出﹐当加热到一定程度时﹐迅速施加压力完成焊接。闪光对焊可将熔化的金属﹑渣和氧化物从接口中挤出。因此﹐工件不需要焊前清理。闪光对焊在工业中应用较广﹐可用於焊接棒材﹑板材﹑管子﹑钢轨﹑链条和刀具﹐以及汽车和自行车轮圈等。②电阻对焊﹕将两工件接触面压紧﹐通电加热达到热塑性状态时﹐迅速施加顶锻力完成焊接。接头外形比较匀称﹐没有毛刺﹐但焊前端面清理要求较高﹐仅适用於焊接小断面的工件﹐例如直径为20毫米以下的棒材或管子。
点焊 将工件搭接在上﹑下两个电极之间并压紧﹐通电后工件局部熔化﹐冷却后凝固形成焊点(图1 点焊示意图
)。焊点直径通常为单个工件厚度的2倍加3毫米﹐焊点高度为工件总厚度的30~70%。焊点的数目和电流大小﹐根据接头所需要的强度选择。点焊常用於飞机﹑汽车﹑铁路车辆和电器等薄壁构件的联接﹐也可用於钢筋﹑棒材或金属丝网的交叉联接。适合採用点焊的最大厚度﹕低碳钢一般为3毫米﹐钢筋和棒材直径可达25毫米。焊接两个厚度不等的工件时厚度比应小於 1﹕3。单点焊的生產率一般可达每分鐘 100点。大量生產中往往採用专用的多点焊机。 凸焊 将被焊工件之一在焊前衝出或压出凸点或凸环﹐用平板电极焊接(图2 凸焊示意图
)。焊接过程与点焊相同。焊时凸点被压平﹐形成接头﹐可同时焊接许多点或一个环。凸焊适用於大量生產和焊接厚度相差较大的工件﹐如飞机的孔盖﹑加强板﹑晶体管的管壳等。 缝焊 又称滚焊﹐採用旋转的圆盘形电极。它能加压﹑通电并带动工件前进﹐形成一连串的焊点(图3 缝焊示意图
)﹐焊接电流可以是连续的或断续的。焊缝要求密封时﹐焊点间重叠30%以上。缝焊主要用於直线﹑环状或圆形焊缝的焊接﹐如油箱﹑气瓶﹑喷气发动机的火焰筒﹐以及壳体和安装边等﹐板厚一般在2毫米以下﹐焊接速度约0.5~3米/分。 对焊 把整个工件接触面对接焊合。低碳钢接头强度可达到母材强度(图4 对焊示意图
)。对焊包括闪光对焊和电阻对焊。①闪光对焊﹕将两个工件接上电源﹐并使其接触面移近直至接触﹐產生的电阻热使金属强烈加热而烧化﹐并以火花形式从接口中射出﹐当加热到一定程度时﹐迅速施加压力完成焊接。闪光对焊可将熔化的金属﹑渣和氧化物从接口中挤出。因此﹐工件不需要焊前清理。闪光对焊在工业中应用较广﹐可用於焊接棒材﹑板材﹑管子﹑钢轨﹑链条和刀具﹐以及汽车和自行车轮圈等。②电阻对焊﹕将两工件接触面压紧﹐通电加热达到热塑性状态时﹐迅速施加顶锻力完成焊接。接头外形比较匀称﹐没有毛刺﹐但焊前端面清理要求较高﹐仅适用於焊接小断面的工件﹐例如直径为20毫米以下的棒材或管子。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条