
我们在利用MasterCAM为FANUC 0iMA系统做计算机编程的过程中发现,应用软件默认的FANUC后处理程序(Mpfan.pst)输出的刀路文件,需要大量的手工修改才能满足实际加工的需要。为了使CAM软件得到进一步推广应用,我们对MasterCAM9.0后置处理程序进行了编辑,使之应用得到了成功,大大提高了编程效率和程序质量,缩短了产品的制造周期,提高了产品的市场竞争力。
下面以一个例子来说明,零件如图1所示。
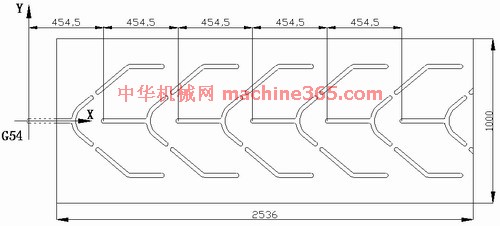
图1 零件结构示意图
1. MasterCAM生成的后处理程序
在图1所示中,主要完成:(1)φ12立铣刀铣外形;(2)φ2中心钻打中心孔;(3)φ10钻头钻2-φ10孔的加工。
采用MasterCAM软件完成该零件的数控加工仿真后,应用后处理程序Mpfan.pst,生成的NC加工代码如下。
%
O0000
(PROGRAM NAME-EXAMPLE1)
(DATE=DD-MM-YY-11-07-04 TIME=HH:MM-08:41)
N100G21
N102G0G17G40G49G80G90
(TOOL-1DIA.OFF.-1LEN.-1DIA.-12.)
N104T1M6(φ12立铣刀铣外形)
N106G0G90X-62.Y10.A0.S1000M3
N108G43H1Z50.M8
N110Z10.
N112G1Z-10.F1000.
N114G41D1X-50.F100.
N116Y60.
N118X-20.
N120Y51.
N122G3X-14.Y45.R6.
N124G1X14.
N126G3X20.Y51.R6.
N128G1Y60.
N130X50.
N132Y10.
N134X40.Y0.
N136X-40.
N138X-49.661Y9.661
N140G40X-58.146Y1.175
N142G0Z50.
N144M5
N146G91G28Z0.M9
N148G28X0.Y0.A0.
N150M01
(TOOL-2DIA.OFF.-2LEN.-2DIA.-2.)
N152T2M6(φ2中心钻)
N154G0G90G55X15.Y20.A0.S1500M3
N156G43H2Z3.M8
N158G1Z-3.F50.
N160G0Z3.
N162X65.
N164G1Z-3.
N166G0Z3.
N168M5
N170G91G28Z0.M9
N172G28X0.Y0.A0.
N174M01
(TOOL-3DIA.OFF.-3LEN.-3DIA.-10.)
N176T3M6(φ10钻头钻2-φ10孔)
N178G0G90G54X-25.Y20.A0.S1000M3
N180G43H3Z3.M8
N182G1Z0.F50.
N184G0Z3.
N186Z2.
N188G1Z-2.
N190G0Z3.
N192Z0.
N194G1Z-4.
N196G0Z3.
N198Z-2.
N200G1Z-6.
N202G0Z3.
N204Z-4.
N206G1Z-8.
N208G0Z3.
N210Z-6.