1) Lug-Down mode

加载减速工况法
1.
In order to verify the performance of diesel particulate filter on city bus,by the Lug-Down mode,the exhaust smoke and the power output on city bus before and after installing diesel particulate filter is tested.
为了验证柴油车颗粒物捕集器在公交车辆上的使用性能,采用柴油车加载减速工况法,分别测试了安装柴油车颗粒物捕集器前、后车辆的烟度和功率,分析了安装不同颗粒物捕集器后车辆烟度和功率产生变化的原因。
2) the method of increasing load and gearing down
加载减速工况
1.
Summarizing the diesel engine exhaust test by using the method of increasing load and gearing down;
浅谈柴油车加载减速工况法烟度测试
3) Lug-down inspection mode
加载减速测试工况
4) LUGDOWN
加载减速法
5) Accelerating Condition
加速工况
1.
Researching of Multi-zone Combustion Model s Parameters in Gasoline Engine Under Accelerating Condition;
汽油机加速工况多区燃烧模型参数的研究
2.
In this paper, a combustion model of gasoline engines under accelerating condition was introduced.
详细地介绍了汽油机加速工况时准维燃烧模型的建立过程。
补充资料:高速加工中的加减速控制
这是一篇高速加工数控系统开发方面的理论性较强的文章。众所周知,加减速控制是CNC系统中插补器的一项十分重要的控制功能,它对加工精度和系统性能都有着十分重要的影响。特别是在高速加工中,加减速就显得尤为重要。文中,作者在分别分析了数控系统中直线形、三角函数形、指数形、S形、直线加抛物线形加减速控制曲线的基础上,对这几种控制方法各自的优缺点及适用场合进行了比较,并着重讨论了S曲线加减速算法。
加减速控制是数控系统插补器的重要组成部分,是数控系统开发的关键技术之一。数控加工的目标是实现高精度、高效率的加工,因此,一方面要求数控机床反应快,各坐标运动部件能在极短的时间内达到给定的速度,并能在高速运行中快速准确地停止在预定位置,缩短准备时间;另一方面要求加工过程运动平稳,冲击小。因此,如何保证在机床运动平稳的前提下,实现以过渡过程时间最短为目标的最优加减速控制规律,使机床具有满足高速加工要求的加减速特性,是研究中的一个关键问题。
一、加减速控制方式
在CNC装置中,为了保证机床在起动或停止时不产生冲击、失步、超程或振荡,必须对进给电机的脉冲频率或电压进行加减速控制,即在机床加速起动时,保证加在伺服电机上的脉冲频率或电压逐渐增加,而当机床减速停止时,保证加在伺服电机上的脉冲频率或电压逐渐减小。根据加减速控制在控制系统中的位置,加减速有前加减速和后加减速之分。前加减速中加减速控制放在插补器的前面,后加减速中加减速控制放在插补器的后面,如图1所示。
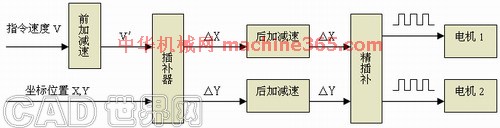
图1 前加减速与后加减速
前加减速的控制对象是指令进给速度V,它是在插补前计算出进给速度V′,然后根据进给速度进行插补,得到各坐标轴的进给量△X、△Y,最后转换为进给脉冲或电压驱动电机。这种方法能够得到准确地加工轮廓曲线,但需要预测减速点,运算量较大。后加减速的控制算法放在插补器之后,它的控制量是各运动轴的速度分量。它不需要预测减速点,而是在插补输出为零时开始减速,并通过一定的时间延迟逐渐靠近程序段的终点。这种方法的缺点是:由于它是对各运动轴分别进行控制,所以在加减速控制后,实际的各坐标轴的合成位t不准确,引起轮廓误差,并且当轮廓中存在急剧变化时,后加减速无法预见,从而会产生过冲。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条