
[摘要] 利用压缩空气,在压力机滑块的每一行程内把需要作的制件吹离模具表面。
关键词 压缩空气 缷料装置 出件
1 引言
任何一种冲压模具,都不允许有制件或废料停留在棋具表面。尤其是级进模要完成多工位生产,有些制件或废料不能完全从凹模漏料孔中落下,对于有弯曲成型的制件,更不能忽视其出件方法,而日出件必须自动进行才能满足高速生产的要求。清理的方法有各种形式,这里介绍一种利用压缩空气把制件吹离楔具表而的结构。
2 气动卸料装置及其工作过程
在级进模中,当制件成形后从条料上切离时,往往都是一次切离几个工件,用这种方法切离的制件,基本上都不能从凹模的漏料孔中漏出,而只能从模具表面清理。清理这类制件,可采用图1所示方法。
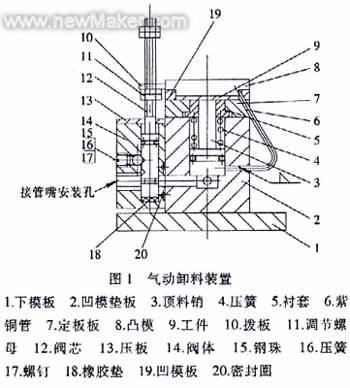
见图1,压力机滑块行至下死点,工件9被从载体切离。同时拔板10使阀芯12下移,开通气路,压缩空气进入顶料销3下端的气室。
随着压力机滑块上行,一方面压缩空气推动顶料销3克服弹簧4的压力,使工件9与凹模板19和这位板7脱离,完成卸料功能;另一方面,压缩空气通过紫铜管成一定角度吹出,一是使工件9与凸模分离,二是将工件9吹出模具表面,完成了卸料及出件,见图2。

图3为滑块行至上死点,此前工件已被从模具表面吹离,拔板10使阀芯12上移,关闭气路,弹簧4使顶料销3复位。继续进料,滑块下行,至图1状态,进入下一工作循环。
3 注意问题
(1) 制造气阀时,阀芯和阀体采用H7/h6配合,内径需加研磨。
(2) 凸模刃口端设有弹性顶件销,图中未画出。装配用螺钉、销子均未画出。图中气室中孔是多个出件结构的通气孔,共用一个气阀控制。
(3) 气阀安装位置应与切离工位间隔2~3工位,便利出件。图中为说明原理放在一起。
(4) 模具中应装有废料回升检测装置。
(5) 压缩空气是由工厂压缩空气站供给的,供给气压为0.7~0.8MPa,经管路损失后实用压力约为0.6MPa。