|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) precise extrusion die

精密挤压模
2) precise extrusion
精密挤压
1.
3D elasto-plastic FEM simulation of precise extrusion process of the box-shaped work piece;
方盒形件精密挤压成形三维弹塑性有限元模拟
3) precise backward extrusion
精密反挤压
1.
Based on the technology of precise plastical forming,the die is designed by CAD/CAE/CAM,and precise backward extrusion process for E shaped waveguide component has been developed.
基于精密塑性成形技术对该产品进行CAD/CAE/CAM模具设计,开发出了E弯波导体的精密反挤压成形工艺。
4) high precision molding
精密模压
1.
A new phosphate glass for high precision molding with low transition temperature Tg and good chemical durability has been developed.
研制了一种精密模压用的高化学稳定性、低转变温度的磷酸盐玻璃 。
5) Precision anti-extrusion forming
精密反挤压成形
6) precise extrusion
精密挤出
1.
Data of drawing velocity that is automatically measured by precise extrusion were analyzed.
对精密挤出控制系统自动测量的牵引速度数据进行了分析。
2.
The precise extrusion and the related machinery were reviewed.
介绍了精密挤出及精密挤出设备的研究现状。
3.
It was introduced that how programmable logic controller(PLC)and functional modules in control systems for precise extrusion equipment were applied to realize the control for precise extrusion.
介绍了在精密挤出成型设备控制系统中如何应用可编程序控制器 (PLC)及其各种功能模块 ,来实现精密挤出成型过程中的各种控制功能 ,并通过挤出过程中各种影响质量因素和对控制过程中的几个闭环控制系统的分析 ,来进一步说明如何实现真正意义上的精密挤出成型。
补充资料:钢碗精密温挤压新型模具
[摘要] 介绍了一种精密挤压钢碗的新型模具,挤压时锻件杯口有背压套施压,且依靠背压套限制凸模像移,解决了孔,高低不平和壁厚不匀的问题,材料消耗显著降低。
[关键词]:温挤压;模具设计;反向挤压;背压;钢碗 1 引言 精密挤压可以取代或部分取代金属切削加工。图1所示解放CA-1OB万向节十字轴套筒锻件,是一种典型的杯形件,材料为65Mn。采用温挤压方法生产,既易于成型,又能获得较好的精度和表面粗糙度值。由于镶件底部厚度有严格要求,挤压设备采用曲柄压力机。 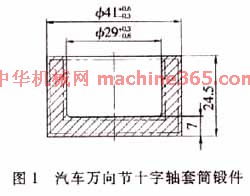
用一般的敞开式反挤压模挤压杯形件时,锻件存在孔口高低不平和壁厚不匀的缺陷。假设杯形件外径为d,高为H.壁厚为t,对高径比较小(H/d<1)而壁厚与直径之比较大(A/d>O.1)的钢质杯形件。如图1所示锻件,一般称为钢碗,孔口高低不平对于钢碗的材料消耗影响很大。例如用一般的反挤压模具挤压图1所示的万向节轴承套,其孔口高低不平的差值可达4-6mm。为了减少和消除不合格锻件,被迫增加锻件高度和壁厚,即增大料块,从而增加了材料消耗。 产生孔口高低不平和壁厚不匀的原因主要有:①坯料两端不平;⑨坯料加热不均匀;③锻坯直径与坏料直径相差太大.坯料定位不准确;④凹模与凹模不对中;⑤挤压时因凸模受锻件不均匀变形的横向力作用,且凹模对凸模无导向作用,使凸模产生横向弯曲弹性变形,导致凸模下端偏移;⑥锻件孔口无压力(背压)限制。以上的①—④项因素,可分别通过提高下料精度、提高加热水平、控制锻坯尺寸,提高模具加工和装配精度得到解决,而要消除除⑤、⑥项因素,则需要改进模具结构。用图2所示传统的闭式反挤压模(没有补偿空间)挤压钢碗,难于解决孔门高低不平问题。因为机械压力机有固定的下死点,封闭摸腔内的空间是一定的,刘热料块体积精度要求很高。 
2 新型横具结构
2.1 模具结构及其工作过程 为解决上述问题,设计了图3所示的有补偿空间的新刑模具结构。卸料板R上装有与凸1模17间隙配合的背压套15;固定板16上有沿周向均匀分布的大、小圆孔各8个,圆孔内分别装有弹簧7和顶杆6,顶杆6受碟形弹簧7的弹顶力作用;垫块1对压力板3起支撑作用,同时对碟形弹簧有支撑和导向作用。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|