1) NC drilling

数控钻削
1.
Taking the drilling temperatures and drilling forces in NC drilling processes as the measuring objects, the measuring methods for drilling temperatures with thermocouples and for drilling forces with strain-gage bridges are researched, and the thermocouple device for temperatures and drilling ergometer are designed.
以数控钻削加工中的钻削温度和钻削力为测量对象,研究了热电偶测温和电阻应变片电桥测力方法,设计了热电偶测温装置和钻削测力仪,通过基于单片机编程的数据处理,系统可实现对数控钻削加工过程的自动监测和故障报警。
2) drilling parameters
钻削参数
1.
This lays down a theoretical foundation for quick selection of right axial vibration drilling parameters and successful automatic machining of deep holes.
为快速选择合适的轴向振动钻削参数,实现深孔的顺利加工与自动化加工奠定了理论基础。
2.
Drilling parameters is susceptible to the machine, tool, material of work piece, processing quality, allowing production time, cost of production and many other factors.
本文分析了BP神经网络和微粒群算法的特点,针对BP网络具有收敛速度慢、易于陷入局部极小的缺点,提出用具有全局收敛性的微粒群算法优化BP神经网络;将该方法应用到钻削数据库系统中,实现钻削参数的合理选择并使钻削参数的选择具有一定的智力水平。
3) numerical control milling
数控铣削
1.
Aiming at the needs of long-distance numerical control technology training,Java is employed to exploit the numerical control milling simulation system based on the Web.
针对远程数控技术培训的需要,利用Java技术开发了基于Web环境下的数控铣削仿真系统,对其结构及关键技术进行了分析。
2.
0 was introduced,the basic flow of mold numerical control milling machining was studied and the virtues of Pro/E s NC module in the mold numerical control milling machining via an instance was validated,the question of numerical-control programming about complex parts was settled.
0的强大的CAM技术,研究了模具数控铣削加工的基本流程,并通过实例验证了Pro/E的NC模块在模具数控铣削加工中的优势,解决了复杂零件的数控加工编程问题。
4) NC milling
数控铣削
1.
The method of NC milling groove;
数控铣削加工沟槽方法与控制
2.
Some problems of cutting tool radios compensation for NC milling;
数控铣削加工中刀具半径补偿问题研究
3.
A method of NC milling ECM mold cavity;
模具型腔的数控铣削法电解加工
6) NC turning
数控车削
1.
The research of the NC turning process simulation system;
数控车削加工仿真系统的研究
2.
The whole mathematics model production of process error in NC turning;
数控车削加工误差整体数学模型的建立
3.
Design of constantly tangential precision NC turning tool carrier based on mechanical kinetics;
基于动力学方法曲面恒切向数控车削刀架设计
补充资料:切削加工:钻削
用各种钻头进行钻孔﹑扩孔或锪孔的切削加工。钻孔是用麻花钻﹑扁钻或中心孔钻等在实体材料上钻削通孔或盲孔。扩孔是用扩孔钻扩大工件上预制孔的孔径。锪孔(图1 锪孔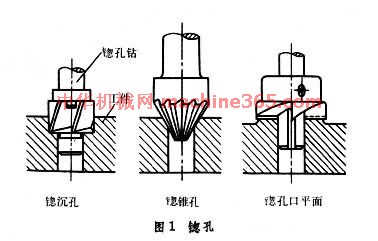 )是用锪孔钻在预制孔的一端加工沉孔﹑锥孔﹑局部平面或球面等﹐以便安装紧固件。钻削方式主要有两种﹕①工件不动﹐钻头作旋转运动和轴向进给﹐这种方式一般在钻床﹑镗床﹑加工中心或组合机床上应用﹔②工件旋转﹐钻头仅作轴向进给﹐这种方式一般在车床或深孔钻床上应用。麻花钻的钻孔孔径范围为0.05~100毫米﹐采用扁钻可达125毫米。对于孔径大于100毫米的孔﹐一般先加工出孔径较小的预制孔(或预留铸造孔)﹐而后再将孔径镗削到规定尺寸。
)是用锪孔钻在预制孔的一端加工沉孔﹑锥孔﹑局部平面或球面等﹐以便安装紧固件。钻削方式主要有两种﹕①工件不动﹐钻头作旋转运动和轴向进给﹐这种方式一般在钻床﹑镗床﹑加工中心或组合机床上应用﹔②工件旋转﹐钻头仅作轴向进给﹐这种方式一般在车床或深孔钻床上应用。麻花钻的钻孔孔径范围为0.05~100毫米﹐采用扁钻可达125毫米。对于孔径大于100毫米的孔﹐一般先加工出孔径较小的预制孔(或预留铸造孔)﹐而后再将孔径镗削到规定尺寸。
钻削时﹐钻削速度v是钻头外径的圆周速度(米/分)﹔进给量f是钻头(或工件)每转钻入孔中的轴向移动距离(毫米/转)。图2 麻花钻的钻削要素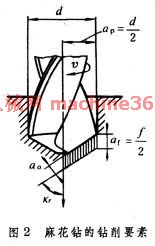 是麻花钻的钻削要素﹐由于麻花钻有两个刀齿﹐故每齿进给量af=f/2(毫米/齿)。切削深度有ap两种﹕钻孔时按钻头直径的一半计算﹔扩孔时按(d-d0)/2计算﹐其中d0为预制孔直径。每个刀齿切下的切屑厚度a0=arsinκr﹐单位为毫米。式中κr为钻头顶角的一半。使用高速钢麻花钻钻削钢铁材料时﹐钻削速度常取16~40米/分﹐用硬质合金钻头钻孔时速度可提高1倍。
是麻花钻的钻削要素﹐由于麻花钻有两个刀齿﹐故每齿进给量af=f/2(毫米/齿)。切削深度有ap两种﹕钻孔时按钻头直径的一半计算﹔扩孔时按(d-d0)/2计算﹐其中d0为预制孔直径。每个刀齿切下的切屑厚度a0=arsinκr﹐单位为毫米。式中κr为钻头顶角的一半。使用高速钢麻花钻钻削钢铁材料时﹐钻削速度常取16~40米/分﹐用硬质合金钻头钻孔时速度可提高1倍。
钻削过程中﹐麻花钻头有两条主切削刃和一条横刃﹐俗称“一尖(钻心尖)三刃”﹐参与切削工作﹐它是在横刃严重受挤和排屑不利的半封闭状态下工作﹐所以加工的条件比车削或其它切削方法更为复杂和困难﹐加工精度较低﹐表面较粗糙。钻削钢铁材料的精度一般为IT13~10﹐表面粗糙度为R 201.25微米﹐扩孔精度可达IT10~9﹐表面粗糙度为R10~0.63微米。钻削加工的质量和效率很大程度上决定于钻头切削刃的形状。在生产中往往用修磨的方法改变麻花钻头切削刃的形状和角度以减少切削阻力﹐提高钻削性能﹐中国的群钻就是采用这种方法创制出来的。
201.25微米﹐扩孔精度可达IT10~9﹐表面粗糙度为R10~0.63微米。钻削加工的质量和效率很大程度上决定于钻头切削刃的形状。在生产中往往用修磨的方法改变麻花钻头切削刃的形状和角度以减少切削阻力﹐提高钻削性能﹐中国的群钻就是采用这种方法创制出来的。
)是用锪孔钻在预制孔的一端加工沉孔﹑锥孔﹑局部平面或球面等﹐以便安装紧固件。钻削方式主要有两种﹕①工件不动﹐钻头作旋转运动和轴向进给﹐这种方式一般在钻床﹑镗床﹑加工中心或组合机床上应用﹔②工件旋转﹐钻头仅作轴向进给﹐这种方式一般在车床或深孔钻床上应用。麻花钻的钻孔孔径范围为0.05~100毫米﹐采用扁钻可达125毫米。对于孔径大于100毫米的孔﹐一般先加工出孔径较小的预制孔(或预留铸造孔)﹐而后再将孔径镗削到规定尺寸。 钻削时﹐钻削速度v是钻头外径的圆周速度(米/分)﹔进给量f是钻头(或工件)每转钻入孔中的轴向移动距离(毫米/转)。图2 麻花钻的钻削要素
是麻花钻的钻削要素﹐由于麻花钻有两个刀齿﹐故每齿进给量af=f/2(毫米/齿)。切削深度有ap两种﹕钻孔时按钻头直径的一半计算﹔扩孔时按(d-d0)/2计算﹐其中d0为预制孔直径。每个刀齿切下的切屑厚度a0=arsinκr﹐单位为毫米。式中κr为钻头顶角的一半。使用高速钢麻花钻钻削钢铁材料时﹐钻削速度常取16~40米/分﹐用硬质合金钻头钻孔时速度可提高1倍。 钻削过程中﹐麻花钻头有两条主切削刃和一条横刃﹐俗称“一尖(钻心尖)三刃”﹐参与切削工作﹐它是在横刃严重受挤和排屑不利的半封闭状态下工作﹐所以加工的条件比车削或其它切削方法更为复杂和困难﹐加工精度较低﹐表面较粗糙。钻削钢铁材料的精度一般为IT13~10﹐表面粗糙度为R
201.25微米﹐扩孔精度可达IT10~9﹐表面粗糙度为R10~0.63微米。钻削加工的质量和效率很大程度上决定于钻头切削刃的形状。在生产中往往用修磨的方法改变麻花钻头切削刃的形状和角度以减少切削阻力﹐提高钻削性能﹐中国的群钻就是采用这种方法创制出来的。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条