1) wheel bearing
轮轴轴承
1.
The development condition of constant velocity joint grease,wheel bearing grease,electrical installation bearing grease and electrical contactor grease are intro- duced.
汽车向小型和轻量化的方向发展,很多部件的结构发生了变化,使润滑条件变得苛刻,对润滑脂的耐热性能和长寿命提出更高的要求,介绍了汽车等速节润滑脂,轮轴轴承润滑脂,电装置轴承润滑脂和电触点润滑脂的发展状况。
2) cam bearing,camshaft bearing
凸轮轴轴承
3) cam shaft cover
凸轮轴轴承盖
1.
The paper introduced the general scheme,the process plan and some key technics of NC trnsfer line for several kinds of cylinder head cam shaft covers manufacture of car engine,some important parts were discussed in detail.
介绍了轿车发动机缸盖凸轮轴轴承盖多品种加工数控组合机床自动线的总体布局、工艺方案以及线上采用的关键技术,并对部分重要部件作了较详细的叙述。
4) camshaft bearing locating screw
凸轮轴轴承(衬套)定位螺钉
5) axle
轮轴
1.
Rolling Stock Axle Whole Process Management Project Research;
铁道车辆轮轴全过程管理方案研究
2.
A new method for processing the hexagonal hole in the axle by hot backward extrusion on the friction press was proposed,which threw away the traditional milling or slotting method.
对轮轴上六方孔的加工提出了摒弃传统的铣插加工方法 ,采用在摩擦压力机上进行热反挤压成型 ,并就可能出现的缺陷及防止措施进行了探讨。
参考词条
补充资料:VB技术在轴承退检测中的运用
退磁在轴承磨削加工中是一个不可缺少的检测生产工序,虽然它不直接改变零件的几何形状和加工精度,但会影响轴承的加工精度和的产品质量。在自动控制反馈系统中,VB已成为 Wndows系统开发的主要语言。本文介绍了VB6.0在轴承退磁检测系统中利用计算机与适配卡等硬件组成系统对轴承零件进行退磁检测实时控制的原理,说明了系统软硬件的设计与选择。
在我们实际工程中退磁检测的方法有热致退磁、静态退磁和动态退磁三种,而轴承磨削加工生产中广泛采用的是动态退磁检测。目前国内轴承厂对轴承套圈退磁检测大多采用交流交变的退磁方式。本文介绍在轴承退磁中基于VB技术而达到自动检测控制的一种方法。
整个自动退磁检测控制系统分为控制部分和装置部分,图1为该退磁检测传送装置部分的总体结构简图,在这里我们不对装置部分具体研究,而主要研究整个控制系统的控制部分。
图1 总体示意图
1.系统控制原理
如图2所示为整个系统控制部分原理框图,计算机通过适配卡与接口电路控制电机的旋转,传感器将实时检测到的残磁量数据传递返回,通过适配卡传回计算机处理并再次发出指令而控制电机。当传感器检测的结果负向超差时计算机就发出快速脉冲指令,这样输送装置就运动快,轴承零件的退磁时间就少;相反当传感器检测的结果正向超差时计算机就发出慢速脉冲指令,这样输送装置就运动慢,轴承零件的退磁时间就长;这样就有效地利用了系统资源,整个系统实际上是一个闭环的自动控制系统,能有效地保证轴承零件的退磁效果。
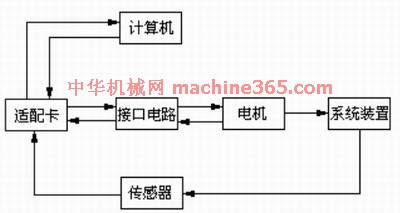
图2 系统控制原理框图
2.系统硬件设计
在自动控制和巡回检测系统中,系统利用适配卡PIO-D56和接口电路RS-232/RS 485与HMR2300-D21-232磁传感器等硬件。由于适配卡PIO-D56有三组接口,我们利用其中的输入与输出接口组,分别接受来自传感器的信号和输出控制步进电机的脉冲。
由于是采用RS-485进行通信,配置—个RS-232/RS 485转换器,本系统由—台主控P C 机、一个适配卡PIO-D56、一个驱动电路和多个传感器(为使工作更可靠,相互间不受影响,采用一点—个传感器)组成。
RS-485总线采用平衡发送和接收,具有抗模干扰的能力、传输距离远等特点,最高传输速率可达10M bit/s,同一对双绞线可接256个终端这样可以节省电缆数量和布线难度,而且可随情况进行调节和扩展。目前由于RS-485是一种半双工通信,发送和接收用同一物理通道,在任意时刻只允许一台网络设备处于发送状态,若有2台或2台以上的设备同时发送数据,即产生总线冲突,使整个系统通信瘫痪。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。