|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) isothermal precision forming

等温精密成形
1.
Research on isothermal precision forming process of titanium blade wheel with finite volume method;
有限体积法研究钛合金叶轮等温精密成形
2) Warm forging precise forming
温锻精密成形
3) precision forming
精密成形
1.
Designing of semifinished product for spur gear precision forming;
齿轮精密成形精整毛坯设计
2.
Principle of precision forming for sandwich panel of large antenna reflector;
反射器夹层面板精密成形原理
3.
It was presented that a new precision forming technology of car steering knuckle in this paper.
文章提出了轿车转向节精密成形新工艺。
4) precise forming
精密成形
1.
The research and development of the digital precise forming system;
数字化精密成形系统的研究与开发
2.
In order to simulate the precise forming of a double curvature panel based on "nails die, vacuum and honeycomb sandwich" by the finite element method, a simplified mechanical model for the two forming phases is established.
为了实现基于“点阵钉模、真空负压、蜂窝夹层”的双曲度面板精密成形过程的有限元数值模拟 ,分析了成形 2个阶段的变形过程 ,建立了简化的力学模形 ,以一种广义协调薄板弯曲四边形位移单元为基础构造了具有公共横向位移自由度的几何非线性四边形四节点分别考虑和不考虑横向剪切的多层板单元 ,通过牛顿 -拉斐逊法结合载荷、位移约束量的增量法求解几何非线性方程 ,较好地再现了真实成形过
5) isothermal forging
等温成形
1.
Defects analysis of aluminum alloy disk forging with complex shape in isothermal forging;
复杂盘饼类铝合金锻件等温成形缺陷分析
2.
To improve the part quality and get a longer life of the mold through the process of isothermal forging,a proper top dressing way to synthesize diamond powder and CaF2 powder was used.
为了提高等温成形过程中零件的表面质量,延长等温成形模具的使用寿命,对人造金刚石微粉和氟化钙微粉进行适当的表面处理,采用化学复合镀的方法,在等温成形模具上得到Ni-P/C+CaF2复合镀层,改善了模具表面的摩擦系数、提高耐磨性能,为等温成形新技术推广,提供技术上的支持。
3.
This kind of forging suited for the isothermal forging process was suggested.
针对直升机上机匣的复杂结构和其受力特点,以及加工制造中存在的问题,对此类锻件所使用的材料和加工工艺做了对比分析,建议此类锻件采用等温成形加工。
6) isothermal forming
等温成形
1.
Simulation of aluminium piston skirt isothermal forming process with FEM;
基于FEM技术的铝活塞裙等温成形模拟分析
2.
Influence of deformation conditions on isothermal forming process of 2618 Al-alloy;
变形条件对2618铝合金等温成形工艺的影响
3.
Research on thermal simulation experiment of isothermal forming process for 2618 Al-alloy;
2618铝合金等温成形工艺热模拟试验研究
补充资料:精密外罩的成形工艺及模具
摘 要: 分析了外罩的工艺性能和材料性能,叙述了精密外罩的成形工艺及其模具结构。
关键词: 精密外罩;成形工艺;模具结构 1 引言 图1所示零件是某型号仪表外罩,其材料为铁镍合金1J50。在型号生产中,该外罩件制造一直是使用棒料车加工成形,原材料浪费大,生产效率低,经济成本高。大批量生产要求使用模具引伸成形后再车加工成形,以提高生产效率,降低成本。 该外罩零件采用厚1.5-0.11mm板料冲压制造的工艺流程是:落料-引伸成形-车切止口。其中的引伸成形在研制试模中,容易发生底部破裂,表面划伤严重,内外圆的尺寸误差大、圆度低,后续车加工止口困难。针对性地从引伸工艺和模具结构两方面进行分析、准确计算、改进是保证精密外罩件引伸成功的关键。 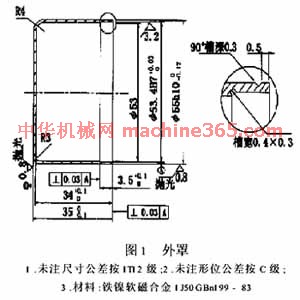
2 引伸工艺分析 2.1外罩的工艺性分析 图1所示杯形外罩件,筒壁厚1mm,底部圆角半径R3,圆筒内外圆的直径公差分别是ITI2、ITI0级,均高于ITl3级(引伸件横断尺寸公差,一般都在ITI3级以下),内外圆的形状误差是由尺寸公差控制的,分别是10级、8级(GB1184-80)的车加工要求;口部车加工止口 ,尺寸精度高、车加工余量小;内外圆的表面粗糙值低,质量要求高。 ,尺寸精度高、车加工余量小;内外圆的表面粗糙值低,质量要求高。 精车加工要求的外罩件尺寸精度高,表面质量要求高,引伸成形的难度大,需要进行准确的工艺计算,合理的结构设计;内外圆的尺寸公差难以保证,需要后续工序整修。 2.2 外罩件的材料分析 图1所示外罩件材料为1J50的铁镍软磁合金,主要合金元素镍含量为50%,由于镍元素的导热性差、亲合性强,导致该合金材料在引伸过程中产生热积瘤粘模而划伤零件表面。 从表1可知1J50材料,在冷硬态和软态的力学性能相差较大,冷硬态的屈强比 值(0.875)大,延伸性能差;在软态下的屈强比 值(0.875)大,延伸性能差;在软态下的屈强比 值(0.326)小,延伸性能好。实践表明该材料极易产生冷作硬化,冷硬状态下拉伸成形是造成底部破裂的主要原因。 值(0.326)小,延伸性能好。实践表明该材料极易产生冷作硬化,冷硬状态下拉伸成形是造成底部破裂的主要原因。 因此,首次引伸前就应对毛坯件进行软化热处理,提高材料的塑性,同时采用良好的润滑措施,减小引伸过程中的摩擦,克服粘模和底破裂的现象。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|